Driving Sustainability: In the Foundry
With 57 installations in 13 countries, SinterCast provides two technologies to improve foundry efficiency and profitability.
- Compacted Graphite Iron: On-line process control for the reliable high volume production of CGI, enabling weight reduction and reducing raw materials, energy and waste.
- Tracking Technologies: Industry 4.0 traceability at every stage of the foundry process, including the liquid metal, the sand moulds and the finished castings to improve production efficiency.
Compacted Graphite Iron
The increased strength of CGI allows the weight of cylinder blocks to be reduced by 10–20% compared to conventional grey cast iron. If all of the castings in a 100,000 tonne per year grey iron foundry were converted to CGI, the annual production could be reduced to less than 90,000 tonnes per year. Less weight means less metal melted, less sand, less water, less transport, less energy and less CO2.
Improved process control reduces the number of rejected (scrap) castings in the foundry and enables the foundry to improve the mould yield. Less scrap means fewer castings need to be re-melted and re-cast. Improved mould yield means less metal needs to be melted to produce each casting. The net result: less sand, less water, less energy and less CO2. SinterCast helps the foundry to be right first-time, increasing the efficiency and profitability of the foundry.
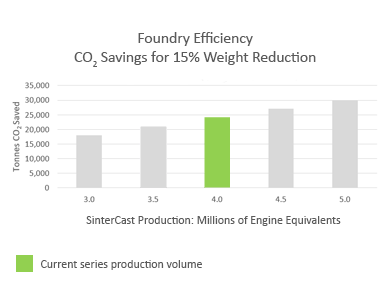
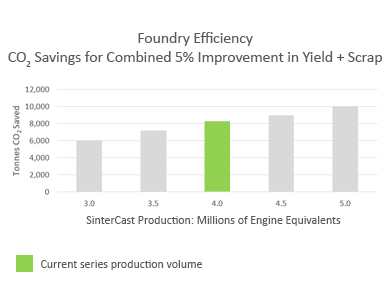
Typical values of 15% weight reduction and a combined improvement of 5% for higher yield + lower scrap provide foundry CO2 reductions of more than 25,000 tonnes per year at our current production level of approximately 3.5 million Engine Equivalents per year
How we Calculate: Read more
Tracking Technologies
The SinterCast Ladle Tracker® and the SinterCast Cast Tracker® provide complete traceability of the liquid iron, the sand moulds and the finished castings in the foundry. For the end-user, these technologies provide Industry 4.0 traceability and confidence. For the foundry, they provide new opportunities to improve production efficiency, energy efficiency and profitability.
The SinterCast Ladle Tracker controls the movement of every ladle, from tapping through to pouring, ensuring that Out-of-Spec iron can’t be poured. Significantly, it also identifies where and why ladles fall-out of the process, allowing engineers to eliminate process bottlenecks and improve efficiency.
The SinterCast Cast Tracker compiles the production history for every individual casting, providing Industry 4.0 traceability. This traceability provides new information to enable engineers to troubleshoot the root cause of foundry defects and to implement corrective actions to reduce scrap – faster.
SinterCast Ladle Tracker®
SinterCast Cast Tracker®
The SinterCast Tracking Technologies
More information, more control, more efficiency, more profit
Less scrap, less raw materials, less frustration, less energy, less CO2
How we Calculate
Foundry Efficiency – Weight Reduction: For a foundry producing one million Engine Equivalents per year, a 15% weight reduction provides an annual savings of 7,500 tonnes of castings, corresponding to approximately 11,500 tonnes of liquid iron (65% mould yield). The energy needed to melt cast iron is approximately 10,000 MJ per tonne, with an average CO2 emission of 55 grams per MJ. The reduction in liquid metal demand corresponds to a saving of approximately 115 million MJ of electricity and approximately 6,400 tonnes of CO2 per year. With current production of approximately 3.5 million Engine Equivalents per year, the SinterCast technology contributes to the reduction of approximately 22,500 tonnes of CO2 per year.
Foundry Efficiency – Scrap Reduction & Yield Improvement: The energy needed to melt cast iron is approximately 10,000 MJ per tonne. For a foundry producing one million Engine Equivalents per year, with a mould yield of 65%, the annual energy demand for melting is approximately 800 million MJ. Every 1% of scrap reduction, 1% weight reduction, or 1% improved mould yield saves 8 million MJ, corresponding to approximately 425 tonnes of CO2 for every one million Engine Equivalents. Assuming combined efficiency savings of 5%, and annual production of 3.5 million Engine Equivalents, the SinterCast technology contributes to a reduction of approximately 7,500 tonnes of CO2 per year.
*One Engine Equivalent weighs 50 kg, approximately the weight of a typical passenger vehicle cylinder block.