Ask the President
The "Ask the President" section of the SinterCast website provides an opportunity for our Customers, our shareholders and the media to pose questions directly to the Company. This open access forum is intended to improve the efficiency of the information flow by allowing everyone to share in the responses issued by the Company. Review the current archive of questions and responses below.
Please submit your question (maximum length 200 words) using the following form. Your question will then be posted together with a response from the Company. Please submit each question separately. Although we will try to reply to all questions, we will continue to respect the confidence of our customers and not disclose any specific details about production commitments, volumes, or fees.
* Required fields
Previous Questions
It is certainly true that the market is low, and indeed, in the current climate, SinterCast has been quiet. However, the field activity is starting to increase and I’m more confident than ever in the long-term outlook.
Our current production is almost evenly split between commercial vehicles (45~50%) and passenger vehicles (45~50%), with off-road applications accounting for approximately 5%.
Commercial vehicle sales in Europe and the US have been low over the past year. However, year-on-year order intake improved in Europe during the fourth quarter, providing the onset of recovery. In North America, freight demand is improving and the stabilisation of tariffs and emissions regulations is expected to start to bring fleet buyers back to the market. Overall, Europe has already shown signs of recovery and most analysts expect North America to improve during the year. With our new commercial vehicle programmes continuing to ramp up, we expect our growth to outpace the overall market in 2026.
The passenger vehicle market in the US – our largest end-user market – finished at 16.3 million in 2025, an increase of 2.3% compared to 2024. The outlook for 2026 is for slight growth, with pick-ups and large SUVs – our main sectors – continuing to take increasing market share. Accordingly, the SinterCast passenger vehicle production can be expected to remain strong, with growth opportunities.
The automotive industry is currently in a low patch. We’ve weathered low patches before and we always return to growth. In the past, we have benefitted from new programmes coming on stream to allow our growth to outpace the wider market recovery. We’ll do that again this time.
A few years before Covid, I started to say that “in the fullness of time, all commercial vehicle manufacturers will adopt CGI”. This prophecy has become true. We have already frozen high volume programmes that will start production in 2027 and 2028. We are now working on high volume programmes that will start production in 2030.
The future looks bright. The challenge from electrification has faded – as we said it would. With new SinterCast-CGI engines sitting on the sidelines in China, waiting for the local economy to improve, China will start to contribute. The first SinterCast-CGI production in India is scheduled to start during the second quarter. And, in preparation for growing CGI demand, the outlook for installation revenue is positive.
The current slowdown is a frustrating delay, but it isn’t a change in our outlook. I remain totally confident that SinterCast will reach the seven million Engine Equivalent milestone in the current five year planning horizon, and that there will be growth beyond.
Ford and the UAW reached a tentative agreement late Wednesday, 25 October. As part of the tentative agreement, all Ford workers will return to their jobs and Ford’s production will return to full capacity as soon as possible. In parallel with the return to work, the UAW’s “National Ford Council” will meet in Detroit on Sunday 29 October to review the details of the agreement and to vote to send the full proposal to members. After a consultation period, it is expected that the members will vote to ratify the agreement in early-November. The new agreement would be valid until 2028.
The UAW is encouraging its members to accept the tentative agreement. In general, the agreement includes an immediate 11% pay rise and a 30% increase through 2028. The strike began on 15 September and it escalated to include the Kentucky Truck Plant – Ford’s most profitable plant – on 11 October. The Kentucky Truck plant is the main manufacturing facility for Ford Super Duty vehicles, which use the SinterCast-CGI cylinder block for the 6.7 litre diesel engine.
Fortunately for SinterCast, there has not yet been any negative impact from the UAW strike. The 6.7 litre cylinder block is cast and pre-machined at the Tupy foundry in Brazil. Thereafter, it is shipped to the Ford plant in Chihuahua, Mexico for final machining and engine assembly. The finished engines are then shipped to Kentucky for vehicle assembly. There has not been any change in the supply volume between Tupy and Chihuahua during the strike.
Let’s start with the easy one – the decision is entirely unrelated to SinterCast or the performance of our technology. It is purely a business decision by the OEM. At present, we understand that the stoppage of the foundry production will be sometime during the second half of 2024 and that the stoppage of engine manufacturing will be a few months later, due to the supply pipeline. We assume that the OEM will inform about the change after that, possibly in early 2025. In the meantime, our confidentiality obligations prevent us from saying anything about the identity of the OEM or the production details.
With regard to our series production, we’re on a really good growth path at the moment, benefitting from strong truck sales in Europe and the US, and the return to full production of the Ford Super Duty engine. With a current volume of approximately four million Engine Equivalents, we expect to maintain our double-digit growth from now until the foundry stoppage occurs. For the programme in question, there will not be a ramp down. We expect the current volume to remain constant, possibly with a slight increase toward the end of the programme to build the normal bank of spare parts for the future. Overall, the outlook is for continued growth followed by a discrete decrease sometime in the second half of 2024. From that point, we’re immediately back on the recovery and growth path.
Our smallest casting weighs approximately 5 kg and our largest casting currently weighs more than 2,000 kg. As our business model is based on the total weight of the castings shipped from the foundry, it isn’t helpful to discuss the number of castings. Therefore, in 2002, we introduced the term “Engine Equivalents” to compare our series production in an apples-to-apples way. We defined one Engine Equivalent as 50 kg, because this is the typical weight of a cylinder block in a normal passenger vehicle. When we refer to our full-year 2022 production as 3.5 million Engine Equivalents, our stakeholders can visualise the equivalent production of 3.5 million passenger vehicles – approximately ten times the number of cars sold in Sweden in 2022.
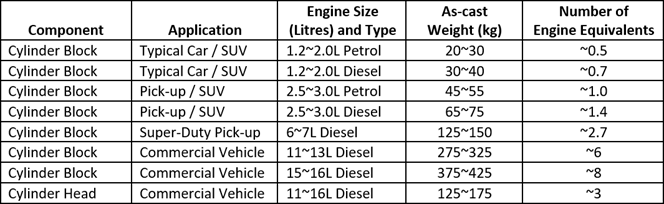
Cylinder block weights can vary quite a lot depending on how many features the OEM incorporates into the design. For example, some cylinder blocks may include extensions to enclose the timing belts at the front and to mount the transmission housing at the rear, tunnels for balancer shafts, and/or fracture split main bearings. For a typical 13 litre commercial vehicle cylinder block, these cast-in features could increase the weight of the cylinder block weight by approximately 100 kg (~30%) … but they reduce the total number of engine components, improving the efficiency of engine assembly and reducing the overall cost. Considering the variations in design strategies among the many OEMs, the typical weights for cylinder blocks and heads can be summarised as follows:
High-Silicon CGI (HiSi CGI) isn’t really a new type of CGI; it’s just a different recipe for CGI. The report in question can be found at the following link:
https://www.vinnova.se/globalassets/mikrosajter/ffi/dokument/slutrapporter-ffi/hallbar-produktion-rapporter/2017-05491sv.pdf?cb=20220705102605
Cast iron is a mixture of graphite particles in an iron matrix. The shape of the graphite particles is the same in both the conventional CGI and in HiSi CGI. The difference is in the iron matrix. In conventional cast iron, the silicon content is 2.0~2.3% and the iron matrix is pearlitic. In contrast, the silicon content of HiSi CGI is 4.0~5.0% and the matrix is ferritic. Only the iron matrix is different. The contribution of SinterCast is to control the shape of the graphite particles, and therefore, there is no difference in the foundry production requirements or in the market opportunity for SinterCast.
HiSi cast irons are not new in the industry; they have become common for many ductile iron applications over that last twenty years. There have also been several prior studies on applying the HiSi approach to CGI. In general, the HiSi alloys have the potential to provide the same levels of strength as conventional pearlitic CGI, but possibly with better heat transfer (depending on the silicon content). It is an interesting development, but more work needs to be done to define the optimal silicon content and to understand the implications for engine durability and manufacturing (machining).
High-Silicon cast irons are an active field of research shared by the automotive and foundry industries. Currently, all heavy duty CGI engine components are produced with a pearlitic iron matrix. The first HiSi applications may be realised in the 2027~2030 time period. SinterCast welcomes and supports the development. For SinterCast, there is no preference between conventional pearlitic CGI and HiSi ferritic CGI.
The Impro production complex in Mexico, with five manufacturing facilities, has been established to: expand the global footprint of Impro Industries; to better serve the Impro customers in the Americas; and to avoid the tariffs that are currently imposed on metal components between China and the USA. As stated in the press release, the first CGI component to be produced at the Mexican foundry will be the transfer of an existing SinterCast-CGI component that is currently being produced at the Impro foundry in China and exported to the US. Impro estimates that the total production capacity of the new foundry will be 60,000 tonnes per year of shipped castings, including grey iron, ductile iron and CGI components. The production mix will depend on the transfer of programmes from the Impro foundry in China and the receipt of new series production orders. While the initial CGI volume will be modest, we are confident that it will grow as the market demand for CGI continues to develop. Considering the diverse range of components traditionally produced by Impro – including suspension, structural and safety components – it is likely that the foundry will maintain a mix of ductile iron, grey iron and CGI, but there are no technical reasons that would limit the CGI volume.
Many apologies for the inconsistency between the English and Swedish reports. The opportunity for the FAW 16L engine is for the cylinder block. Each cylinder block will provide approximately seven Engine Equivalents, making the FAW 16L a high volume opportunity.
We are currently working on the development of a handful of new concepts and products. Some of these are extensions to our Tracking Technologies, and some of these have the potential to be offered to the market as stand-alone products – without the need for a Tracking installation. We are also leveraging our core competence in cast iron thermal analysis to investigate other thermal analysis products that can help to improve the understanding of the behaviour of the iron – and thus reduce scrap rates – in the foundry. My old PhD supervisor used to say that development is like photography: “from a roll of 36, you hope to get one or two good shots.” We are constantly developing, and some of our current projects are quite promising. We hope to introduce new functionality and new products to the market as we move forward.
In response to the movement toward zero emission transportation, commercial vehicle manufacturers are investigating several different powertrain technologies. These include battery electric vehicles (BEVs), fuel cells, and internal combustion engines (ICEs) based on a variety of potential fuels, including biodiesel, e-gas, synthetic fuels (OME and DME), natural gas, ammonia, and hydrogen. With European legislation requiring the sale of initial volumes of zero emission trucks before 2025, many OEMs will begin by offering BEVs. But the volumes will be small and the initial technology display will not affect the overall market demand.
The push for zero emissions is linked to the international climate agreements and the European ‘Green Deal’ for carbon neutrality in 2050. The volume phase-in of new commercial vehicle technologies is not expected before 2040. Both Bloomberg and IHS Markit (a leading automotive analyst) predict that heavy-duty commercial vehicle sales in the US will still be 80% diesel in 2040. In the meantime, it is still too early to know which technologies will prevail.
Most industry insiders believe that battery electric vehicles will be suitable for short haul and ‘last-mile’ delivery trucks, where the vehicles can return to a depot every day for recharging. But there is less confidence in BEVs it for long haul trucking. For long haul, most OEMs are investigating liquid fuels because liquid fuels combine higher energy density with the potential for zero emissions (or ‘zero-impact’ emissions, where the CO2 and NOx emissions are lower than the ambient air quality). The path for the use of liquid fuels in ICEs is attractive because it has the potential to satisfy carbon neutrality while enabling the industry to maintain the mature infrastructure investments and expertise for engine manufacturing.
In parallel with the investigation of BEVs, hydrogen is also receiving a lot of attention. But it is not yet clear how the hydrogen will be used – will it be in an internal combustion engine (ICE) or in a fuel cell? If the hydrogen is used in an ICE, the market opportunity for SinterCast will be the same as diesel.
The market will evolve, but it is still early days. In the near-term, it is clear that the demand for performance, fuel efficiency and emissions in commercial vehicles will become more stringent. This demand will require further increases in engine loading and it will increase the opportunity for CGI. For SinterCast, we regard commercial vehicles as our largest growth opportunity. We continue to regard commercial vehicles as a growth opportunity well-beyond 2030.
The decrease in Sampling Cup shipments is due to reduced production of exhaust components at the Dashiang foundry in China. There are several factors to consider in the production of exhaust components:
- The weight of each component is approximately 5 kg; the typical weight for cylinder blocks and heads is 50~300 kg
- Exhaust components are produced from small ladles (~750 kg); the typical ladle size for cylinder block and head production is ~2,000 kg
- The mould yield for exhaust components is ~30% because of the relatively large amount of filling channels needed to feed the iron into the individual pieces in the mould; the typical mould yield for cylinder block and head production is ~70%.
Taking all of these factors into consideration, the production of exhaust components consumes approximately five times more Sampling Cups per Engine Equivalent than the production of cylinder blocks and heads.
The CGI exhaust manifolds produced by Dashiang are primarily used in small (<2 litre) diesel engines used in European passenger vehicles. The demand for these engines has recently decreased, and therefore, the Dashiang production has also decreased. During the first half of the year, the year-on-year Dashiang volume was down by less than 20,000 Engine Equivalents, so there was almost no impact on the series production volume.
The impact on Sampling Cups appears larger for two reasons. First, the five-fold higher consumption rate. Second, the reported Sampling Cup volume is based on ex-works shipment from SinterCast – not on customer use. Dashiang placed a large order for Sampling Cups in late-2018 and they continue to consume from that stock – there have not been any Sampling Cup shipments to Dashiang thus far in 2019. Therefore, the reported Sampling Cup volume in 2018 was higher than normal and the Dashiang volume thus far in 2019 is zero; even though thousands of Sampling Cups have been consumed this year.
In summary, the production volume and thus the Sampling Cup consumption are lower at Dashiang, but it does not have any significant impact on the overall series production, or on the overall growth outlook.
The quarterly CEO interviews were a part of the service provided by Remium and Introduce. After the acquisition of Remium by ABG Sundal Collier, SinterCast has decided to adopt the new format offered by ABGSC. SinterCast continued with the quarterly audio interviews until the end of the 2018 financial reporting, and the last interview was published in conjunction with the 4Q18 interim report on 20 February 2019.
Going forward, SinterCast will participate in two ABGSC Small Cap events per year, providing a market update presentation followed by a CEO video interview. The presentations and the interviews will be available on the ABGSC and SinterCast websites. The first ABGSC video interview was conducted on 13 March 2019 (watch the interview). The next ABGSC presentation and CEO video interview is scheduled for early December.
Overall, the new format will provide a broader frequency of information from SinterCast. Instead of four information events per year, there will now be six, with two of the events providing additional information in between the regularly scheduled interim reports.
The EPA initially issued a Notice of Violation against FCA on 12 January 2017. FCA immediately stated that there was no malfeasance and that it would defend the claims. Since that time, FCA has worked with EPA and CARB to identify solutions. In parallel, the production of the 3.0 litre V6 diesel engine for Jeep and Ram vehicles has been suspended. On 19 May, FCA issued a press release to state that a technical resolution had been agreed and that it has applied to EPA and CARB for approval to begin selling Model Year 2017 vehicles with the 3.0 litre V6 diesel engine. On 23 May, the EPA issued a press release stating that it will seek civil penalties for the Model Year 2014-16 engines that it claims to be noncompliant. FCA has responded to the EPA court filing in a further 23 May press release stating it is “currently reviewing the complaint, but is disappointed that the DOJ-ENRD has chosen to file this lawsuit. The Company intends to defend itself vigorously, particularly against any claims that the Company engaged in any deliberate scheme to install defeat devices to cheat U.S. emissions tests”.
For SinterCast, these are two separate issues – the past and the future. Regarding the past, the US courts will need to decide if a penalty will be levied against FCA for the model year 2014-16 engines, and if so, the amount of that penalty. SinterCast is only an observer in this. Regarding the future, the Model Year 2017 diesel vehicles are undergoing a separate approval process, where it has been stated that a technical solution has been agreed. SinterCast can therefore expect an increase in the FCA 3.0 litre V6 diesel production, as Model Year 2017 Jeep and Ram diesel vehicles return to showrooms.
Volkswagen acknowledged that it installed so-called “defeat devices” to intentionally alter the performance of the emissions control systems in its diesel vehicles. As a result of this, the EPA announced in 2015 that it would conduct more detailed evaluations of diesel vehicles. The EPA’s detailed evaluation of the FCA 3.0 litre diesel has identified operating conditions where the NOx emissions levels are higher than expected. The EPA therefore issued a Notice of Violation to FCA on 12 January. The Notice of Violation did not claim that that any defeat devices had been implemented. FCA has provided an initial comment to state that it has complied with the emissions legislation and that it has not implemented any defeat devices. At this point, we believe that FCA should be given the time to study the allegations and provide a formal reply before any conclusions are drawn.
The recent discussions about diesel engines and emissions legislation has not affected the announcement and introduction of new diesel models in the United States. General Motors has introduced diesel engine options in the Chevy Cruze, the Chevy Colorado and the GMC Canyon and Ford announced the introduction of a diesel engine option for the F-150 on 9 January 2017. Volkswagen’s affiliate brands, Audi and Porsche, have also indicated that they will re-introduce diesel engine options after the current settlements and technical fixes are resolved. Together, these actions shows a strong commitment toward diesel as a part of the future product mix.
At this stage, it is not possible to determine how future emissions legislation will be formulated and how these legislations will influence diesel take rates. SinterCast will follow this development as it continues to support the development and production of all types of engines, for passenger vehicles, commercial vehicles, and industrial power applications.
At present, there are only two V-diesel engines in the market that are not based on CGI cylinder blocks: the Mercedes 3.0L V6 (aluminium) and the General Motors 6.6L Duramax V8 (grey cast iron). CGI has effectively become the standard material for V-diesel engine cylinder blocks. SinterCast has consistently said that it is possible to produce a cylinder block in any material: grey iron, CGI or aluminium – the ultimate difference is in the size and the weight of the engine. If the material is weaker, the walls of the cylinder block must be thicker to ensure durability. This impacts size, weight, packaging and crash impact. We believe that CGI provides the best overall solution for V-diesel engines.
Engine design is a complex science with many different factors determining performance and durability. One of the specific features of the Duramax V8 is that the stroke is relatively short. The stroke of the Duramax V8 is 3.95 inches (100 mm) while the stroke of the Ford Power Stroke V8 is 4.25 inches (108 mm). The shorter stroke in the Duramax allows performance to be achieved through rpm and places less emphasis on increasing the combustion pressure. As the combustion pressure is decreased, the mechanical load on the materials is also decreased. The shorter stroke in the Duramax engine is therefore an influencing factor in the use of grey iron for the Duramax cylinder block.
The use of induction hardening is a common technology in metallurgy that can be applied to all types of cast irons and steels. Induction hardening heats the surface of the iron for a few seconds and then allows the surface to cool. This rapid heating and cooling increases the hardness on the surface of the material, to a depth of approximately 0.2 mm. Induction hardening can be included as an extra step in the manufacturing process to improve wear resistance – it does not provide any strength benefits to the material or to the component. Induction hardening is commonly used in the valve seats of grey iron cylinder heads to minimise valve seat wear, and for many other wear components. In the absence of detailed information, it can be assumed that the induction hardening in the Duramax engine was applied in the ring reversal area at the top of the cylinder bores (a span of approximately 25 mm, approximately 25 mm below the top surface of the cylinder bores). CGI is harder than grey iron and also has superior wear resistance (this also explains why the machining of CGI is more difficult than grey iron). None of the current production CGI cylinder blocks require induction hardening.
SinterCast has a good rapport with the Duramax design team. We wish them success with their new upgrade and welcome the opportunity to work together with them at some stage in the future.
The sale of 3,500 shares is a short term sale for the purpose of rearranging my personal holdings – it isn´t in any way related to SinterCast. I have the intension to re-purchase 3,500 shares soon to maintain my total holding.
The Environmental Protection Agency (EPA) issued a Notice of Violation (NOV) to the Volkswagen Group on 2 November 2015. Based on ongoing tests being conducted by the EPA and other agencies, the NOV stated that the engine control software resulted in different NOx emissions levels during testing and on-road driving. Volkswagen issued a press release on 2 November to state: “Volkswagen wishes to emphasize that no software has been installed in the 3-litre V6 diesel power units to alter emissions characteristics in a forbidden manner.” Independent reports published since the EPA’s 18 September NOV against the Volkswagen 2.0 litre have also shown that the emissions from the Volkswagen 3.0 litre V6 are not different from those of diesel engines manufactured by other vehicle brands.
As with the 2.0 litre diesel, the EPA claims are related to the engine control software. SinterCast does not have any additional awareness of the control software. The current investigations into diesel engines are not related to the cylinder block or the cylinder block material. It is still very early in the investigation process and it is judged that we need to wait to see how the situation will be resolved.
As stated in our 22 September Ask the President, the Audi 3.0 litre V6 sales in the US account for approximately 1% of SinterCast’s current production, so any impact on Volkswagen group sales in the US will be insignificant for SinterCast. We remain confident in the benefit of diesel engines in US pick-up trucks and SUVs and we regard this market as a continuing growth opportunity for SinterCast.
The Environmental Protection Agency (EPA) in the US filed a “Notice of Violation” against Volkswagen on 18 September. The notice claims that Volkswagen installed software that changed the engine exhaust management system when emissions tests were being conducted. Specifically, it is claimed that the software detected when the emissions testing equipment was connected to the vehicle and operated the emissions control system at full mode to ensure clean emissions results. However, when the vehicle was running on the road, the software reduced the emissions treatment causing the vehicle to emit more NOx emissions. It seems that this was done in order to improve fuel economy and to reduce the urea consumption used in the SCR exhaust treatment.
Volkswagen issued a press release response earlier today, 22 September. The response states that the software only affects the 2.0 litre diesel engine and does not affect any other Volkswagen engines or vehicles. The 2.0 litre engine is not a SinterCast engine. The SinterCast 3.0 litre V6 diesel engine manufactured by Audi and used in Audi, Porsche and Volkswagen vehicles is not implicated in the EPA Notice of Violation.
It is clear that diesel engines can meet the current US emissions legislation (which are more stringent for NOx than the current European emissions legislation). It is also clear that this exposure will result in a loss of trust for Volkswagen and will draw negative publicity to diesel engines in the US. However, there will also be many strong voices in the US that remind consumers that this is an issue of management decisions rather than an issue of the cleanliness of diesel engines. The likely outcome will be a fine against Volkswagen (VW has set aside a provision of EUR 6.5 billion). At this stage it is not possible to predict how it will affect Volkswagen sales.
The Audi 3.0 litre V6 sales in the US account for approximately 1% of SinterCast’s current production, so any impact on Volkswagen group sales in the US will be insignificant for SinterCast. We remain confident in the benefit of diesel engines in US pick-up trucks and SUVs and we regard this market as a continuing growth opportunity for SinterCast.
The series production revenue includes revenue from the Production Fee, consumables and software licence fees. The reason for the difference between the first quarter and the second quarter is simply the difference in the timing of the shipment of consumables. During the first quarter, approximately 15% more Sampling Cups were shipped than in the second quarter. In parallel, the shipment of the consumable Thermocouple Pair (which is usually ordered together with Sampling Cups) was also higher in first quarter. This increase in the consumable volume buoyed the first quarter production revenue. The series production in the second quarter was 10% higher than the first quarter and the revenue from the Production Fee increased accordingly. The difference is purely due to the timing of consumable shipments – there has not been any change in the Production Fee pricing or business model.
Since 2008, Remium has published quarterly analyst reports for SinterCast. In 2013, we decided to conduct a parallel trial with Penser, having two analysts in Sweden. We have now reviewed the analyst coverage and concluded that, although Penser has made good contributions, the incremental value of a second analyst in Sweden didn’t justify the added costs. We have decided to focus on Remium as they also support our quarterly CEO interviews and provide the liquidity guarantee service. We have enjoyed the collaboration with Erik Penser Bankaktiebolag and appreciate their publication of quarterly analyst reports. Going forward, we will focus on Remium in the home market and investigate possibilities for further coverage outside of Sweden.
It may be easier to start with the similarities between the two systems. Both systems use the same software and the same Sampling technology. Therefore, the metallurgical capability and accuracy is the same. This metallurgical commonality also allows customers to seamlessly upgrade from the Mini-System 3000 to the full System 3000.
The Mini-System 3000 was developed to provide a low entry barrier for new foundries to adopt the SinterCast technology. It is based on a simplified hardware platform and was intended for product development and niche volume production. The Mini-System 3000 does not have an automatic wirefeeder. Therefore, the foundry needs to note the corrective additions of magnesium and inoculant wire from the operator display screen and manually enter the additions into a separate manual wirefeeder. This manual step is inconvenient and not practical for high throughput applications. The manual wirefeeding also means that there is no automatic data log of the actual wire additions for quality traceability. Finally, the Mini-System 3000 is built on wheels so it can easily be moved in and out of the hostile foundry environment when it is not needed. The full System 3000 provides more robust hardware, automatic wirefeeding and full traceability for each ladle. The full System 3000 is also expandable to incorporate multiple sampling and correction stations, and also to include an additional wirefeeder for automatic base treatment. This is the basis of the System 3000 Plus.
There is not set rule as to when a foundry would need to upgrade to a full System 3000. It depends more on the ladle throughput than on the number of Engine Equivalents. For example, if a foundry processes one 10-tonne ladle per hour to make large industrial power castings, many Engine Equivalents could be produced per year even though the demand on the SinterCast system is low. In general, if the throughput exceeds a few ladles per hour, or if the end-customer demands automatic traceability, the foundry should opt for a full System 3000.
The reporting of the Production Fee has been well established over the last 15 years. Customers report the production on a monthly basis and the majority of reports are received on time. SinterCast’s Finance and Administration team has good contact to each customer and the initial follow-up of tardy reports is made on a personal level. In the event of longer delays, the responsible sales person or the local country manager can also follow up. In practice, there have not been any significant problems with timely and accurate reporting.
The production reporting is largely an honour system. However, there are checks and balances. The primary check is via the ladle-by-ladle production records in the computer of the SinterCast process control systems installed in the foundry. Every month, SinterCast downloads and reviews the production statistics at each customer and generates a “Benchmarking Efficiency Report” to provide recommendations for process optimisation. If there is a divergence between the number of ladles treated by the SinterCast system and the volume reported by the foundry, a follow-up enquiry can be made to the customer.
In the event of an ongoing divergence between the SinterCast production records and the reported volume, the contracts provide for SinterCast to request a production certificate from an auditor. However, in our experience, there has never been a significant problem with the accuracy of the production reporting. Indeed, our routine checks have identified a few errors over the years and these cases have been quickly and positively resolved.
Overall, we understand that reporting errors can be made, but we have no reason to be concerned about the integrity of the reporting. The process works well and the customers understand that SinterCast has ladle-by-ladle documentation of the production. Based on past experience and the current outlook, we don´t see any need for changes or additional administration in the future.
Materials selection for engine design is a vast and complicated subject, including technical, environmental, economical and even emotional considerations. It is therefore difficult to provide a simple answer to such a complicated question. Overall, the benefits of using CGI in a petrol engine are predominantly the same as in a diesel engine: package size; power; durability; well-to-wheels energy reduction; and, cost. The challenge, however, is that the peak firing pressure in petrol engines is lower than in diesels, so conventional grey cast iron and aluminium alloys can still offer sufficient durability for many applications. Many of the material decision factors are addressed in our engine design publication: Compacted Graphite Iron - A New Material for Highly Stressed Cylinder Blocks and Cylinder Heads
CGI is approximately 75% stronger, 50% stiffer and twice as durable as the aluminium alloys used for engine applications. These superior properties mean that engine designers can specify thinner walls in CGI, reducing the overall size of the cylinder block. In general, a CGI cylinder block could provide reductions of 10% in length, 5% in width and 5% in height in comparison to aluminium. This size reduction has many potential advantages, including (i) secondary weight savings because the components that span the length of the block (for example, cylinder heads, crankshafts, camshafts, fuel rails, etc) also become 10% shorter, and therefore lighter, (ii) easier packaging in the engine compartment, and (iii) less 'bridging' of front-end crash impact into the passenger compartment. This length advantage is more apparent in V-type engines, because V-engines benefit from the length and weight reductions on two cylinder banks.
As engine downsizing continues, and particularly as the use of turbocharging continues to increase, the mechanical load in petrol engines will increase. This can lead to a condition where stronger materials are needed to satisfy power, durability and package size requirements. If designers continue to use aluminium, the walls must become thicker, making the engine larger and heavier. This has already proven to be the case for V-diesel engines, where the Audi 3.0L V6 CGI diesel is 20% shorter and 8% lighter than the Mercedes 3.0L V6 diesel. It is therefore logical to assume that the initial CGI petrol applications will also be for V-type, turbocharged engines, due to the more challenging mechanical loads and the packaging benefits. In general, for engines where cylinder block durability is the rate-controlling-step, CGI petrol engines could be expected to provide approximately 20-30% more performance and approximately 100% more durability.
However, many non-technical factors influence in engine design. For example, if an OEM primarily uses aluminium for its existing petrol engines, it will take more effort, and competitive benchmarks from rival OEMs, to convert to CGI. This is because the casting, machining and assembly facilities are already in place for aluminium, and the competence of the design and manufacturing personnel are already aligned with aluminium. In such cases, a change of materials is a bigger and more expensive step. SinterCast must therefore concentrate its initial petrol efforts on the many OEMs that traditionally use iron.
Finally, economics and environmental considerations also influence materials decisions. In general, a CGI cylinder block will be approximately 50% less expensive than an aluminium cylinder block, and the well-to-wheels environmental profile of iron is more energy efficient than aluminium. It is true that a lighter engine can save fuel during the lifetime of the vehicle, but the energy required to produce aluminium is much higher than the energy required to produce iron. Indeed, it is not clear that the fuel savings provided by an aluminium engine over the life of the vehicle can payback the initial energy penalty. However, governments only regulate tailpipe emissions, with no regard for upstream energy consumption, and this motivates OEMs to prioritise vehicle weight over cost or life cycle energy efficiency. This is a frustrating oversight of legislators and SinterCast continues to educate and campaign for well-to-wheels accounting.
Engine designers will always prefer stronger materials, and this is the primary advantage for CGI. SinterCast has already announced that the first high volume CGI petrol engine has been approved for production and we believe that the launch of this engine will provide a new benchmark for performance, power-to-weight and energy efficiency. Our efforts to establish a first CGI reference in the petrol sector have been successful and we now look forward to the launch of this engine to increase the CGI awareness throughout the industry, establishing a new benchmark in the petrol sector, and providing further growth opportunities for SinterCast.
This question refers to a recently published study by the International Agency for Research on Cancer (IARC), based in the United States, dealing with the classification of exhaust emissions from petrol and diesel engines. The IARC study has reinforced a long-standing link between particulate emissions from diesel engines and lung cancer. However, the IARC conclusions are based on emission profiles from engines built in the 1990’s and the early part of the last decade. Accordingly, the results of the study represent obsolete engine technology used before particle filters were introduced. This fact was acknowledged by the IARC in its report.
The European Association of Automotive Suppliers (CLEPA) has issued a response to the IARC study stating:
“The IARC study does not reflect the advances in diesel emission technology in the past decade and cannot therefore be accepted as basis for regulatory or vehicle development actions. Instead of creating uncertainties in the markets, we should first complete ongoing studies on the emissions and health impacts of modern diesel engines that are equipped with the European world leading emission reduction technologies.”
Diesel technology has advanced considerably and the improvements in diesel emissions have been widely accepted by governments and regulating bodies. In April 2012, the Advanced Collaborative Emissions Study published by the US Health Effects Institute, suggested "few biologic effects to diesel exhaust exposure." These findings were presented to the California Air Resources Board (CARB) and the US Environmental Protection Agency (EPA). Currently, the EPA’s own data indicates that diesel emissions account for less than six percent of all particulate matter in the air. Today, in Southern California, more fine particles come from brake and tire wear than from diesel engines.
As a member of the United States Coalition for Advanced Diesel Cars (USCADC), SinterCast is involved in the dialogue with CARB, the EPA and US legislators. The USCADC will provide a critique of the IARC report to ensure that policy decisions are made on the basis of factual and current information. In the meantime, it is unfortunate that the media has sensationalised and cherry-picked the IARC report. However, the report is not expected to influence consumer acceptance of diesel engines in the US – the dealers who sell new diesel vehicles will quickly dispel any concerns regarding the data collected from older vehicles.
Tupy initially announced the construction of a new cylinder block and head facility in Joinville, Brazil in early 2008, and publicly stated that the new line would be used for CGI production. However, the subsequent planning was influenced by several factors. The first of these was an extended postponement in construction due to the economic downturn in 2008 and 2009. The downturn also affected the production planning for some high volume CGI engines that both Tupy and MAG referred to as guest speakers at the SinterCast AGM of 2007, resulting in a change of the expected grey iron / CGI product mix in the Tupy order book. Finally, during the construction of the facility in Brazil, Tupy entered into negotiations to acquire the Cifunsa Diesel and Technocast foundries in Mexico. Tupy’s acquisition of these cylinder block and head foundries was concluded on 18 April 2012, increasing its total capacity and establishing a production base in the NAFTA region. In consideration of these changes, Tupy decided to start the production at its new Joinville facility in grey iron, while allocating its CGI production demand to three other lines, two of which are in Brazil and one in Mexico. The decision by Tupy affected SinterCast’s installation planning, but it does not in any way affect the series production volume or revenue. Tupy continues to plan further expansions of the new facility in Joinville and, building on our close rapport with Tupy, we continue to work together with them to support their current and future CGI production requirements.
Yes, the Navistar PurePOWER foundry in Indianapolis is the "undisclosed international" cylinder block and head foundry that was referred to in the Interim Reports. For strategic reasons, Navistar required that SinterCast could not inform the market about the installation or the series production until now. We honoured this customer demand and secured the understanding of the NASDAQ OMX stock exchange. In parallel, we decided to include the installation and start of production milestones in the Interim Reports to reflect our good market progress. We are pleased that the Navistar heavy-duty cylinder block production has successfully ramped up and we appreciate the support of Navistar in issuing the joint press release.
The Board of Directors used the authorisation given at the 2011 AGM to compensate the employees in cash instead of exercising the options for 60,000 new shares in the stock market. In consideration of the current market conditions and the daily turnover, coupled with the dilution effects and administrative costs, the Board preferred to follow the AGM authorisation and to compensate the employees in cash. The cash alternative resulted in a cost of SEK 0.3 million, including social contributions. The costs will be accounted for during the fourth quarter of 2011.
With the start of a new year, the management and the Board decided to revise the format of the Interim Reports. The most significant change is that the forecast information (previously provided at the top of page 2) has been moved to the first paragraph of the report. There are two reasons for this. First, based on feedback from investors and analysts, it was clear that many people found it difficult to understand the format and content of the volume outlook table. Second, we have frequently been told that most investors do not read beyond the bullets and the first paragraphs of the report, so many potential investors never saw the table on page 2. It was therefore decided to change to a simpler narrative format and to put the important outlook information at the very beginning of the report. The intention for future reports is to simply update the first paragraph so the outlook information is available up-front, in an easily understood format.
The information previously provided in the outlook table is maintained in the first paragraph of the report. The only difference is that the ‘development pipeline’ is provided as a single number rather than as separate volumes for ‘secured orders’ and ‘development’. We feel that this change helps to simplify the report, as the previous table anyway didn’t provide a timeframe for the secured orders to be announced or launched into production. Indeed, it was common that programmes in the ‘development’ category could leap-frog programmes in the ‘secured’ category, depending on changes in OEM planning. As SinterCast has evolved from the development phase to a profitable company, we feel it is better to combine the two categories, and to rely on press releases to announce when specific programmes enter series production. Again, this should result in clearer information being provided to the market.
The other change is that the potential revenue is not included in the first paragraph. However, the revenue per Engine Equivalent is a well-known and frequently reported figure in SinterCast’s literature. Accordingly, it continues to be an easy extrapolation to monetise Engine Equivalent outlook. The revenue per Engine Equivalent is included in the ‘Business Model’ section of the Annual Report, and a new section has been added to the Interim Report to explain the business model and the clearly state the revenue per Engine Equivalent.
Finally, with regard to the deferred tax asset table, we will continue to provide the deferred tax asset information in future reports. However, because the total pool of 4.35 million Engine Equivalents presented in the 1Q11 Report had not changed relative to the 4Q10 Report, there was no change in the deferred tax asset for the period. This was simply noted in the concluding sentence of the “Results” section, rather than devoting an entire section to an unchanged result.
We realise that the revised format of the quarterly report represents a change, but we hope that the format is improved and that the outlook information will be more accessible and easier to comprehend for a wider audience.
Although the year-end liquidity was SEK 40.3 million, much of this capital was derived from the new share issue in September 2009, the shareholder warrants in October 2010, the first 15% of the employee stock option programme in December 2010, and the outstanding bank loan in the amount of SEK 3.0 million. The dividend of SEK 0.5 per share corresponds to a payment of SEK 3.5 million to the shareholders, and represents 140% of the 2010 cashflow (SEK 2.5 million)*. In deciding the amount of the ordinary dividend to be proposed to the AGM 2011, the Board considered the cashflow from operations and investments together with other factors, such as the year-end accounts receivable, the need to replenish stock following the shipment of the System 3000 equipment, and the repayment of the bank loan. The Board’s intention is to continue to provide an ordinary dividend to the shareholders, and for this dividend to grow as the business and cashflow result evolve. The Board is committed to safeguarding the liquidity of the company and, in the event that the Board considers that the cashbox exceeds the requirement of the company, the Board has the option to propose an extraordinary dividend or a share buy-back to adjust the liquidity.
*Includes cashflow from operations of SEK 3.0 million and investing activities of SEK -0.5 million
Apologies, the 30 September 2010 volumes were updated to reflect the current internal forecast, but the revenue figures were not updated. The correct table should be as follows.
|
Approximate Annual Production Potential and Revenue |
||||
|
30 September 2010 |
30 June 2010 |
|||
|
Activity |
KEQVS* |
MSEK/yr** |
KEQVS* |
MSEK/yr** |
|
Current Series Production |
1,100 |
25 |
950 |
22 |
|
Potential Mature Volume |
1,350 |
31 |
1,300 |
30 |
|
Production Orders Secured |
450 |
10 |
400 |
9 |
|
Development Pipeline |
2,500 |
58 |
2,500 |
58 |
|
Near-term Market Opportunity |
4,300 |
99 |
4,200 |
97 |
We have discussed this error with Stockholmsbörsen and it has been agreed that we will post this correction on the SinterCast website. The error does not result in a material change in the overall results presented in the 3Q Report and therefore the Report will not be revised or reissued.
My initial reaction is that this change in the near-term market opportunity should not be regarded as significant. The published value of the near-term market opportunity is a direct result of the net calculation generated by SinterCast’s internal 5-year forecast, and is not a subjective indication of the market development or recovery.
The internal 5-year forecast includes estimated volumes for programmes that are in already in series production, plus known programmes that are still in the development phase. The start-of-production dates, ramp-up rates, mature volumes and probability factors are updated for each programme every quarter, as new information becomes available. The change presented in the 1Q10 Report reflects a combination of minor adjustments in several programmes, plus a truncation (‘rounding’) effect. The change from 4.3 to 4.1 million Engine Equivalents is less than 5%, and changes on this order should be regarded as normal ‘needle-quiver’ in a 5-year forecast, especially as the industry progresses through a market recovery.
I would also like to note that the Near-Term Opportunity result published in each of the 1Q09, 2Q09 and 3Q09 Interim Reports was 4.1 million Engine Equivalents, and therefore equal to the 1Q10 Report. This suggests that the 4Q09 Report was the one that was by affected adjustments and truncation – not the 1Q10 Report.
Finally, with regard to the reference to the automotive industry recovery, SinterCast’s internal 5-year forecast does include provisions for market recovery, based on published market research. Given that a recovery factor is already included in the near-term market opportunity, it is unlikely that a current increase in vehicle sales (global sales – not specifically SinterCast-CGI vehicles) will have sufficient weight to influence SinterCast’s total production pool over the 5-year period of the forecast.
In consideration of our Chairman’s confidentiality obligations to Fouriertransform, there has been no prior discussion between Ulla-Britt Fräjdin-Hellqvist and SinterCast in this matter. Ulla-Britt contacted me today immediately after the Fouriertransform press release was issued to ensure that SinterCast was aware of the investment. Ulla-Britt has confirmed that, due to her role with SinterCast, she has not participated in any of the discussions or decisions related to NovaCast. This has also been confirmed by Fouriertransform.
I would like to begin by putting the question into perspective. The Gandhara transaction isn’t directly about its shareholding in SinterCast. Rather, Gandhara made a voluntary decision to close its entire hedge fund and return the invested funds (approximately USD 2.3 billion) to its investors. The SinterCast shares represent less than 0.1% of the total Gandhara fund.
Over the past months, Gandhara has divested its holdings in a controlled manner and, in parallel, has sought a placement for the SinterCast shares. Gandhara has now succeeded to place the shares with a new nominee shareholder, in an off-the-market placement. SinterCast does have direct contact with the new nominee shareholder and I can confirm that the new shareholder believes in the SinterCast technology and has a long term perspective on the SinterCast investment. For SinterCast, the transaction is successfully concluded, with a new and supportive major shareholder, and we continue to focus on the core business.
In closing, I would also like to take this opportunity to thank Gandhara for its longstanding support of SinterCast and its cooperation in placing the SinterCast shares.
I would like to begin by stating that we share the frustration of our shareholders. Despite some delays in the targeted new System 2000 installations, we were pleased with the overall development of our business during 2008, and particularly with the second half of the year. In September, we achieved record annualised production of 750,000 Engine Equivalents, a 65% year-on-year increase. In October, we began series production of a new high volume cylinder block and head for DAF and, in November, we announced the ongoing series production of exhaust components in China. Together, these two new orders have the potential to provide a 25~30% growth beyond September’s 750,000 Engine Equivalent base. But despite these positive developments, the SinterCast share has declined.
As we mentioned in our 3Q Interim Report, it is inevitable that the global economic crisis will affect SinterCast, both in the customer market and in the share market. The most recent “Automotive Stock Watch”, published by Automotive News Europe and PricewaterhouseCoopers on 8 December 2008 shows that, on average, the shares of the survey’s regularly followed group of 15 representative automotive suppliers are down by 72% from their 12-month highs. The ‘best’ performer is down by 52% and the worst is down by 100%. Eight of the 15 are down by more than 66%. SinterCast is neither unique nor immune.
Although there have been many published opinions about the global economy and the automotive prognosis for 2009 and 2010, the truth is that nobody knows how the crisis will evolve and how/when it will recover. The CEO’s of many major OEMs have declined to comment on 2009/10 volumes stating that it would be “dishonest” or “irresponsible” to provide public projections at this time. We agree with this position. Certainly, if the OEMs do not yet know their volumes, it is not possible for SinterCast to know more. This also applies to the questions that we have received regarding the Company’s liquidity. At the moment, there are no plans to seek a new cash injection, but the cash position obviously depends on the length and depth of the downturn. We have an active Liquidity Protection Plan where we carefully and regularly review different market scenarios and adjust the expense side accordingly. Spending is limited to items required for the operation of the Company and the support of customers. The most professional thing that SinterCast can do is to monitor the development on a regular basis and to read-and-react in the best interest of the Company and its shareholders.
Throughout all of this, SinterCast has one important advantage. SinterCast is not a ‘normal’ supplier of automotive components. For the component or commodity suppliers, when the global market declines by x%, their revenues equally decline by x%. However, for SinterCast, many of our current programmes are still in the ramp-up phase and may be more vulnerable to a decreased growth rate rather than a volume reduction. And, for the new launches, even if the volumes may not be as high as originally expected, all new production provides incremental volumes.
Many shareholder e-mails have also suggested that more Press Releases would be helpful. With respect, we do not believe that this is appropriate. We will issue Press Releases when we receive new orders, but it is not our intention to issue general updates. General information won’t attract new investors to the Small Cap segment, and such Press Releases can also put the Company’s credibility at risk. We don’t believe that general updates will be helpful, and issuing such releases would take valuable time away from the most important focus – the business development.
SinterCast has established its technology and grown a strong business base. There is no need to change the strategy or the business model. However, like most companies, we are entering into a difficult 2009 and we will apply our experience and determination to navigate the best possible path for the Company.
The new Market Outlook section of the interim reports is intended to:
1. Provide a general overview of the potential market development,
2. Provide an indication of the total Engine Equivalent volume (and therefore, value) of the CGI programmes that SinterCast is currently involved in, and,
3. Show the progression of different programmes as they evolve from the “Development Pipeline” to the “Announced Programmes” and to the “Series Production” category.
In the automotive industry, virtually all powertrain programmes to be introduced before 2010 (the nearest 2-year period) are already decided and the launch dates are defined. The only questions are: when will SinterCast be allowed to publicly announce the programmes; and, how quickly will the production volume ramp-up? For ‘replacement’ engines, the ramp can be relatively fast while, for new engines, the ramp may depend on the sales success of the vehicles.
The 3~5 year period is a timeframe for which many programmes are under development, but the engines may not yet have received formal approval for series production. Even if the programmes are not yet approved for production, SinterCast is frequently aware of the OEM intentions. These programmes provide sufficient confidence to be included in the “Development Pipeline” category. SinterCast is also involved in development programmes beyond the 5-year horizon, but these are not generally included in the “Development Pipeline”. Some judgement (and estimation of mature volumes) is exercised in the definition of the “Development Pipeline”, but this reflects SinterCast’s best current knowledge.
New programmes will certainly be elevated into the “Current Series Production” category within the nearest 2-year period. For example, between the 22 August report and the 7 November report, the Hyundai 3.9 and 5.9 litre commercial vehicle programmes were elevated directly from the “Development Pipeline” to “Series Production” and the MAN 10.5 and 12.4 litre commercial vehicle programmes were elevated from “Announced Programmes” to “Series Production”.
While the last of the engine programmes that comprise the total volume of 5.5 million Engine Equivalents may take up to five years to begin production, and a further two years to ramp-up to mature volumes, new programmes will continuously be elevated into the “Series Production” category providing increased near-term revenue. At the same time, new programmes will continuously enter into the “Development Pipeline” to provide long-term growth.
Within SinterCast, we have frequently considered the opportunities to extend our technology to applications beyond CGI. However, until recently, we have always decided to apply all of our resources to the development of our CGI technology, customer production, and the development of the CGI market. Our objective has been to focus on one goal and to establish ourselves as the clear market leader.
Although there is still a lot of work and potential left in the development of the CGI market, our core CGI technology has been proven and it is highly respected within the foundry and automotive industries. We have succeeded to make the SinterCast name synonymous with CGI. From this foundation, we believe that we can now allocate some of our human resources toward the development of our thermal analysis technology for other materials.
As mentioned in the 2006 Full Year report published on 14 February, we have begun to evaluate the application of our thermal analysis know-how to the process control and quality control of ductile iron. A first patent has been filed and we hope to begin customer field trials during 2007. As ductile iron is the nearest metallurgical neighbour of CGI, and a demanding material that requires accurate foundry control, it is the logical starting point for the extension of our technology. Our initial discussions with the ductile iron foundry community have been well received and we will continue to work directly with the foundries in our attempt to develop a technology that meets their requirements.
SinterCast’s efforts in the CGI arena have earned widespread respect throughout the industry and have established SinterCast as the technology leader for thermal analysis. We will focus our future growth on our core thermal analysis competence and grow from within. If the intention of the question is to ask if we will ‘jump ship’ and begin to develop or acquire alternative products or technologies, the clear answer is ‘no’. Our CGI technology is successful and the high volume years now lie ahead of us, with production commitments representing almost 1 million Engine Equivalents per year already announced, and another 4 million Engine Equivalents per year under development. For SinterCast, this is precisely the wrong time to jump ship.
All legislation designed to improve fuel efficiency and to reduce CO2 emissions is helpful to SinterCast.
In the first instance, diesel engines have lower CO2 emissions than petrol engines. Therefore any legislation that requires lower CO2 output will also favour an increase in diesel production and sales. As the higher strength and stiffness of CGI is ideally suited to the higher thermal and mechanical leads found in diesel engines, the trend toward increased diesel sales should also positively influence the market demand for CGI.
Secondly, the improved properties of CGI allow diesel engines to operate at higher cylinder pressures. This, in turn, provides two benefits:
- Higher cylinder pressures enable smaller engines to provide performance levels that are similar to larger engines. For example, a 1.5 litre CGI engine may provide the same performance as a 2.0 litre grey iron or aluminium engine. The smaller CGI engines would provide 5-10% better fuel economy, and therefore, lower CO2 emissions.
- Higher cylinder pressures result in more complete combustion and therefore, less CO2 output. Even if the NOx emissions increase with higher cylinder temperatures and pressures, these can be eliminated by treating the exhaust gas. In this regard, it is positive for SinterCast that the EU focuses primarily on CO2.
Approximately 5 years ago, the association of European automobile manufacturers (ACEA) made a voluntary commitment to reduce CO2 emissions to 140 g/km by 2008. The primary strategy of the European OEMs was to convert petrol engine sales to diesels in order to meet the 140 g/km target. However, in the meantime, there has been an overall trend toward larger vehicles. The resulting demand for larger engines has increased fuel consumption and prevented the OEMs from meeting their voluntary CO2 target.
As it is now fairly certain that the European OEMs – who are currently at approximately 160 g/km – will not meet their voluntary target, the government is threatening to impose legislation. The prospect of government legislation in response to non-compliance with the voluntary target has been widely discussed in the automotive industry for the last 2-3 years, however, it is only recently that the media coverage has resulted in public awareness. In truth, a reduction to 120 g/km by 2012 is not significantly different from the self mandated target of 140 g/km due in 2008. What the OEMs are likely to seek is different CO2 levels for different clauses of vehicles, allowing the growing fraction of SUVs and large luxury vehicles to have higher CO2 limits.
Although it may not be popular with the OEMs or the public, more stringent emissions legislation and higher fuel prices will promote fuel efficiency, and this will always favour SinterCast’s long-term market opportunity.
It is true that the Sampling Cup shipments are a good general indicator of growth. However, it is difficult to establish a direct correlation between Sampling Cup shipments and the CGI series production volume. The reason for this is that customers frequently include large quantities of Sampling Cups together with the initial order for a new System 2000 installation. The bulk order ensures that the foundry will have start-up stocks and will not need to concern themselves with logistics and shipping costs for smaller orders, particularly for foundries located far from Sweden.
Another important consideration is that some countries have favourable import tax conditions for new equipment, in order to promote and support the development of the domestic manufacturing sector. These taxation policies encourage foundries to order larger quantities of Sampling Cups together with the initial installation rather than making separate orders of consumables in the future - at a higher tax rate. In this way, the Sampling Cup shipments during early 2006 were positively impacted by the new System 2000 installation in China (Q1) and the Mini-System 2000 installation in Korea (Q2). In contrast, the Sampling Cup shipments during 3Q06 were entirely related to series production requirements.
While Sampling Cup shipments can indeed be a good indicator of growth, during the initial series production period, the total Sampling Cup shipments are still dependent on new installations. The primary difference between 2005 and 2006 is that five new installations were announced during 2005 while only two new installations have been realised thus far during 2006. The fact that the year-to-date revenues for 2006 are nevertheless effectively the same as for 2005 is entirely due to the increase in series production. This positive growth in the series production activities is evident by comparing the production rate stated in the 3Q05 Interim Report (250,000 Engine Equivalents) to the current rate of 400,000 Engine Equivalents stated in the 3Q06 Report. Beyond this 60% increase in the current series production, a comparison of the 3Q05 and 3Q06 reports also shows that the future production potential has increased from 3.5 million Engine Equivalents to 5 million Engine Equivalents. Each of these individual developments illustrate the positive development of SinterCast’s market activities.
The main University-Industry-Government project related to automotive materials is known as ‘MERA’ (Manufacturing Engineering Research Area). The primary focus of the MERA project is the optimisation of machining techniques for new materials, in order to increase the overall competitiveness of the Swedish automotive industry. Another important result of the MERA project will be to support a new generation of university graduates that can enter the industry and contribute with strong materials and manufacturing skills. More information about the MERA program can be found at www.vinnova.se/vinnova_templates/Page____10406.aspx
Under the larger MERA umbrella, there is a specific automotive materials project known as ‘Optima’. Optima includes a sub-project related to the machining of CGI. SinterCast is one of the industrial partners of the Optima project and Steve Wallace, Operations Director, is a member of the Steering Group for the CGI sub-project. SinterCast will primarily contribute by supporting the production of various CGI components and test pieces for the machining trials. Additional information about the Optima project can be found at www.chalmers.se/mmt/SV/centra/projekt (Swedish only).
Another recent University-Industry-Government development was the formation of the Castings Innovation Centre (CIC). The CIC was formed in 2004 following an agreement between Gjuteriföreningen and Ingenjörshogskolan in Jönköping. The CIC is currently creating an “Industry Excellence Centre” with the CIC. The Industry Excellence Centre focuses on casting technology and is funded by the Swedish government and industry partners. SinterCast is one of the industrial partners of the Industry Excellence Centre, again providing technical contributions to projects related to CGI.
SinterCast is actively involved in research projects that can promote the overall development, awareness and acceptance of CGI. We are also committed to supporting the development of a new generation of engineering graduates that can further advance the global leadership and respect for Swedish metallurgical know-how and products.
The information strategies of the OEMs have an important influence on SinterCast’s ability to inform the market of its current development activities and the overall CGI market potential. In this regard, we welcome the early CGI announcements from International and GM.
In the case of International, the CGI ‘Big Bore’ information was released in parallel with two other announcements: the collaboration with MAN in Germany for heavy duty diesel engines; and, the introduction of the new International ProStarTM truck series that will use the Big Bore engines. The 11 and 13 litre Big Bore engines were said to be based on the MAN D20 and D26 CGI cylinder blocks, with modified fuel delivery and emissions systems to satisfy the more stringent US emissions legislations. The commitment to CGI increases the overall CGI market and provides a growth opportunity for SinterCast, especially in consideration of our existing production agreement to supply the MAN D20 CGI cylinder block at the Tupy foundry.
The new General Motors V8 diesel engine, based on a CGI cylinder block, was announced three years ahead of the series production launch. This pro-active announcement by GM is an important indicator of the continually escalating interest in diesel engines in America. The fact that GM specifically referred to CGI also indicates GM’s intention to present itself as a diesel leader in North America and shows the high-tech image the CGI has garnered in the industry. It is also interesting to note that, on 26 July 2006, Cummins announced a new V-diesel engine for the North American pick-up truck market. Although Cummins did not specifically refer to the cylinder block material, the announcement does reinforce the US diesel trend, and therefore, the increased market opportunity for CGI and SinterCast.
Overall, the recent announcements from International and GM demonstrate the need for CGI in advanced diesel engines, the trend toward diesels in North America, and thus the future growth of potential CGI. SinterCast continues to promote and support new CGI programs worldwide. Based on our industry leading technology, know-how, and foundry penetration, we will reap the benefit of the growing CGI market.
All car and truck companies try to maximise the commonality of their components in order to improve their economy of scale. While it is generally possible to commonise fuel delivery systems, hydraulic components, emissions assemblies and electronics over a wide range of engines, the cylinder block serves as the foundation of the engine and is therefore less flexible. The main criteria for the use of common cylinder blocks is that the engines must have the same centre-to-centre distance between the cylinder bores and the same number of cylinders. In the case of V-engines, the bank angle must also be the same.
In the present case, the MAN D08 is a family of 4 and 6 cylinder engines with 4.5-6.8 litre displacement and 150-225 horsepower. In contrast, the D20 and D26 engines are both 6-cylinder engines with a larger bore diameter, higher displacement (10.5 litres for the D20 and 12.4 litres for the D26) and higher horsepower (400-550 horsepower). While the differences between the D08 and the initial SinterCast-CGI D20 engines are too large to allow for a common cylinder block, the D26 engine will indeed be based on the D20 CGI cylinder block. As the D26 engines enter the market and the production volumes ramp-up, the combined D20 and D26 volume will provide “opportunities for future volume increases”, beyond the initial 20,000 cylinder block commitment, as indicated in the 18 August SinterCast-Tupy press release. As always, the task for SinterCast and Tupy is to provide a high quality and cost-effective CGI product and service in order to maximise our share of the production volume.
It is correct that the turnover for the April-June 2006 period has decreased slightly compared to 2005, from SEK 4.5 million (2005) to SEK 4.3 million (2006). However, in consideration of the positive market development and other external circumstances, we do not regard this as a negative result. The main reasons for our positive assessment are summarised as follows:
- Installations: New installations continue to be the most significant single item in determining the quarterly results. During 2Q06, the only installation revenue was from the Doosan Mini-System 2000. In contrast, higher revenues were received for the larger Hyundai full System 2000 installations during the same period 2005. Quarter-to-quarter results will continue to be influenced by the timing of new installations. Our focus is not on the individual timing, but rather on the positive long-term trend.
- Series Production: The continued increase in series production during the period effectively off-set the lower installation revenues. The increased production is evident from the increase in Sampling Cup shipments (20,100 units shipped during the first-half of 2006 vs. 12,200 during the first-half of 2005, +65%). The series production continues to develop positively.
- New Production: The start of series production of the Ford 3.6 litre V8 during April 2006 will provide additional production revenues as the volumes ramp-up. Likewise, production of the Ford-Otosan 7.3 litre commercial vehicle engine and the Hyundai V6 will begin soon and contribute to the remaining 2006 turnover. The new MAN 10.5 litre commercial vehicle order will also start series production during mid-2007, but initial revenues from pre-production activities and Engineering Support will be realised from 4Q06. As in the past, new orders will continue to be received, increasing the overall potential.
- Exchange Rates: The decline of the US dollar effectively reduced the consolidated revenue by SEK 0.5 million. In an apples-to-apples comparison of the 2Q06 and 2Q05 turnover, under the assumption of constant exchange rates, the April-June 2006 turnover was actually 20% higher than the same period 2005. The funds are primarily used to cover local expenses, so this is primarily a consolidation effect rather than a direct realised cash loss.
The overall business activities continues to develop positively. SinterCast’s primary focus remains on the cashflow result and, in this regard, the burn-rate for the April-June 2006 period was only SEK 0.8 million (liquidity reduced from MSEK 18.4 to MSEK 17.6). This good progress shows that the liquidity is secure as new production orders are received and production revenues continue to increase.
The Operating Result breakdown reflects the net result of SinterCast’s local expenses and local revenues in the three main geographical sectors. As a Swedish company, with R&D, production, engineering service and administration based in Katrineholm and commercial support provided from London, the vast majority of our operating expenses are based in Europe. Even when our engineering resources or sales efforts are applied to a project in Asia or the Americas, the personnel and R&D expenses are allocated to Europe – where the people are based and where the expenses are incurred.
SinterCast provides a result breakdown for Europe, Asia and the Americas in order to comply with reporting requirements. However, this reporting requirement is more relevant to the larger multinational companies that have local organisations to support their local business activities. As long as SinterCast continues to consolidate its technical activities and resources in Katrineholm, and use Katrineholm-based personnel to support worldwide customer activities, it will not be realistic to only balance the European expenses against the European revenues. For SinterCast, it is more appropriate to consider the Group result rather than the individual geographical sectors.
In general, the CGI specifications for passenger vehicle or commercial vehicle cylinder blocks and heads are the same. CGI is formally defined as having 0-20% nodularity which, in practice, corresponds to a stable production range of approximately ± 0.004% magnesium. Also, as cylinder heads incur higher thermal loading than cylinder blocks, it is preferable to produce the heads in the low-nodularity region (<10%) to optimise the heat transfer. This provides an advantage for the SinterCast technology as the patented magnesium fade simulation allows the SinterCast foundries to safely operate in the low-nodularity region without the risk of flake graphite formation.
The use of CGI for cylinder heads is initially included in the second wave of the Five Wave scenario, and also as a potential sixth step. Initially, in the second wave, CGI will be applied to commercial vehicle cylinder heads in the 8-20 litre size class. These large engines have high combustion temperatures and forces, and large cylinder bore diameters that require stiff heads that can span the bore without deformation. In the potential sixth step, CGI may also be applied to diesel engine cylinder heads for passenger vehicles where the continuous increase in loading threatens to exceed the durability limit of the current aluminium heads.
The possible exception to the 0-20% nodularity requirement in cylinder heads is in the large industrial power generation engines (>250 mm bore diameter). In these low speed engines, mechanical strength is often more important than heat transfer. For these engines, some OEMs may specify a higher/larger nodularity range, or even ductile iron. However, in the high volume passenger vehicle and commercial vehicle sectors, a narrow specification of CGI with low-nodularity will be preferred to optimise heat transfer, castability and machinability.
There are many benefits associated with our new alliance with Ashland. The first of these is the recognition that Ashland, one of the world’s largest suppliers to the foundry industry, has acknowledged that CGI is an important material for the future and that they have chosen SinterCast as their CGI partner.
Technically, there are always opportunities for progress and improvement. While the SinterCast technology for controlling the CGI production process has proven itself in high volume series production during 2004, SinterCast and Ashland are aware of other technical opportunities associated with CGI production. The first of these is that a thin skin of flake-type graphite often forms at the surface of the casting that is in contact with the sand mould. As a specialist in sand binding materials, resins and mould coatings, Ashland plans to be the first company to develop CGI-specific systems that minimise or eliminate the flake skin. This can improve the surface strength, particularly in the internal passages of a casting, and thus allow designers to further reduce wall thicknesses and weight, or to increase loading. The development work on the new sand systems is already underway at Ashland’s advanced R&D facilities in the United States. Another technical opportunity is associated with the formation of micro-shrinkage in CGI, especially in complex castings where thick and thin walls are connected together. We are currently developing novel moulding technologies to eliminate this shrinkage sensitivity, however, no public comment can be made regarding the technical details.
Commercially, SinterCast will primarily benefit from Ashland’s global market presence and respect and, as a result of this, the increased awareness of SinterCast and CGI. The Ashland market presence will provide new customer introductions for SinterCast and new representations in geographical sectors where SinterCast is not yet active. SinterCast will also benefit as the new moulding technologies increase the potential application and growth of CGI. In turn, Ashland will benefit by having a market leadership in CGI-specific moulding materials and technologies.
The alliance with Ashland is an important step forward for SinterCast. In addition to our joint technical development activities and our direct customer activities, we will display our technologies together at foundry exhibitions. SinterCast will work together with Ashland at the China Foundry Association “Top Grade Forum” on foundry technology in Beijing 29-31 March 2005 and at the American Foundry Society CastExpo in St. Louis 16-19 April 2005.
During the 20 April AGM, Mr Fernando de Rizzo, Executive Vice President of Sales and Marketing at Tupy stated:
“The relationship with SinterCast has been very fruitful. As of today, we have six different projects under development in the foundry or in commercial discussions with customers in either Europe or Asia, for commercial vehicles and passenger cars. We expect to publish the six new business opportunities we have under development or discussion until the end of this year, once these customers give us the allowance to publish to the media.”
He also stated that:
“Because of the successful response from the Customers about CGI and the current products we have in development and to provide us more versatility, Tupy has decided to buy a new System 2000 to put in our Maua facility in Sao Paulo. Doing that, we will have the capability to produce CGI in Joinville and Maua as well.”
As many of our shareholders know, Maua is Tupy’s foundry for commercial vehicle components.
Today, eight months after the presentation, we have publicly announced four of the six programs that Fernando referred to, namely:
- A new CGI engine for Ford’s Premier Automotive Group (PAG), referred to in SinterCast’s 15 November Interim Report
- The Toyota Racing Development V8, that provides a showcase for the technical limits of CGI and a first SinterCast-CGI reference within the Toyota Group
- The high volume Audi 3.0 litre V6 with foundry production start during August 2004
- The high volume Audi 2.7 litre V6 with foundry production start during early-2005
Although we have not yet been able to announce a commercial vehicle series production program, the commitment from Tupy to purchase a new System 2000 for their commercial vehicle foundry located in Maua (approximately 500 km from the main Joinville foundry) clearly shows that the commercial vehicle programs are active. Indeed, in the 16 December Press Release, regarding the Maua System 2000, Mr Luiz Tarquínio, President and C.E.O. of Tupy stated that Tupy is “actively involved in new CGI development projects … for … four different commercial vehicle components.”
At SinterCast, we are pleased with our progress at Tupy during 2004 and look forward to further growth, in both Joinville and Maua.
The Audio Q&A WebCast is not being held because of logistical reasons. Steve Dawson is currently travelling overseas and, due to Customer commitments, is unable to prepare for and conduct the Audio Q&A event. The timing of the present travel is at the request of the Customer and it is unfortunate that this conflicts with the normal schedule of the Audio Q&A event. It is hoped that many of the current issues were addressed during the 6 October 2004 Shareholder Day in Stockholm.
As stated in the Interim Report, we have been working together with Tupy on the development of a new CGI engine for Ford’s Premier Automotive Group (Aston Martin, Jaguar, Land Rover, Volvo). The engine has received Program Approval and is now the first publicly announced engine among the six new CGI engines referred to by Tupy at the SinterCast AGM on 20 April 2004. The remaining five CGI engine programs continue to progress according to schedule and will be announced once permission is received from the respective OEMs.
We appreciate that Ford and PAG have allowed us to make this initial reference to their new CGI engine and we respect that they want to withhold further details about the engine until nearer the production launch. A more detailed Press Release will be issued at that time, the wording of which has already been approved by Ford and PAG.
The short answer is that Tupy’s debt restructuring activities have no direct affect on SinterCast. The six programs announced at the 20 April 2004 AGM were all committed to before the debt restructuring. Tupy committed to the start-of-production and ramp-up of these programs based on its available/existing foundry capacity in both Joinville and Maua. The first of these six programs was alluded to in the Market Development section of the January-September 2004 Interim Report with a sentence approved by Ford’s Premier Automotive Group (PAG).
The situation regarding new block and head orders is based on two parallel factors:
- All funds that were previously targeted for new investment/expansion have been applied to the debt refinancing.
- The capacity of the Joinville and Maua foundries is already filled with current production and existing commitments for future production.
Considering items 1 and 2 above, Tupy’s current policy is that they will only accept new production orders if the OEM will provide the investment required to increase the capacity. If the Joinville and/or Maua foundries were not already at full capacity, Tupy could continue to accept new orders. However, full capacity is a ‘problem’ that every foundry strives to achieve. As a result of the good foundry utilisation, Tupy was profitable during 2003 and also forecasts a profit for 2004.
The six CGI programs referred to at the SinterCast AGM were committed to based on the existing foundry capacity. These programs will proceed according to the original schedule established by the OEMs. All production programs (both the start-of-production and their public announcement) are determined by the OEM, not the foundry. The Tupy debt refinancing has no negative affect on SinterCast.
The SinterCast thermal analysis measurement is comprised of the Sampling Cup and the Thermocouple Pair. The Sampling Cup is used to hold the 200 gram sample of liquid iron while the Thermocouple Pair records the temperature of the iron at two different locations within the Cup. The Thermocouple Pair is inserted in a protective tube within the Sampling Cup and can be re-used approximately 200 times. The Sampling Cup itself is ‘welded’ into the iron sample during the measurement process and can only be used one time. It is not possible to re-use the Sampling Cup or otherwise extend its lifetime.
During series production, the foundry conducts one SinterCast thermal analysis measurement for each ladle (batch) of liquid iron. The ladle capacity varies in every foundry, but for automotive cylinder blocks and heads, is typically 1 to 2 tonnes of liquid iron. SinterCast’s total range of ladle capacity varies from 300 kg at Grainger & Worrall for prototype production to 13 tonnes at the VDP foundry for industrial power generation applications.
The SinterCast Sampling Cup is assembled from drawn and stamped steel sheet that is crimped and folded together like a 3-dimensional puzzle. When the development of the current Sampling Cup was completed during 1999, we made the strategic decision to invest in high-volume production tooling. The tooling provides for a production capacity of over 500,000 Sampling Cups per year and the lifetime can be extended by making re-conditioning and other standard refurbishment of the tooling. We do not anticipate any significant tooling investment in the near-term.
Yes, we are actively involved in car and truck CGI engine programs that have passed the point-of-no-return, but are not yet publicly announced.
The critical point in an engine program is known as “Program Approval”. Program Approval is when the OEM signs-off on the engine and releases funds to prepare for series production. Even if the OEM may have spent 100 million Euros during the development phase, Program Approval is when they release the large sums of money to retrofit or build manufacturing facilities. Program Approval also determines which vehicles will use the engine and what the launch dates will be. Once Program Approval is granted, there will be vehicles waiting for engines and marketing teams preparing sales strategies. Program Approval is the point-of-no-return, and generally occurs about two years before the start of production.
We are actively involved in car and truck engine programs that have already received Program Approval. This provides one element of our future confidence.
We would like to thank this shareholder for the good observation. We have reviewed the transcript from the 18 August 2004 Q&A WebCast and have confirmed that I erroneously said “2006” instead of “2004”. The full response given during the Q&A WebCast is reproduced as follows:
“I have every confidence in the Tupy presentation from our 20 April AGM and their announcement of six new CGI programs.
Over the past few months, we have received several questions about the Tupy presentation, asking for more details about the programs and the production start dates, but we simply don’t yet have permission from the OEMs to disclose the programs. From my side, I want to thank Tupy again for taking the time and effort to participate in our AGM and for sharing their insight into their CGI future with us. The important thing is that Tupy is actively involved in six different CGI production programs, and that at least one of these will require a new System 2000 installation at their commercial vehicle foundry in Maua near Sao Paolo.
I know that Tupy is constantly in dialogue with the OEMs to announce the programs but, as we have all learned, the timing of these announcements is decided by the Customer, not the supplier. If Tupy and SinterCast want to be respected and valued supplies we have to work together with the OEMs and accept that the Customer is always right.
The Tupy programs are there and the announcements and the production will come. While we are striving to realise as many of the announcements as we can within 2004, it is important to realise that this entire discussion is about the timing of the information and not about the business potential. All of these programs remain in the production queue, whether we succeed to disclose them during 2004 or not. That is the most important thing for SinterCast.”
In the last paragraph of this reproduced quote, we have made the necessary correction to refer to “2004”. We thank this shareholder for the observation and apologise for the confusion.
We are discussing the details of the Shareholder Day with Jaguar and Land Rover Sweden. Our intention is to have the Land Rover Discovery available for the meeting, and the timing of the Discovery market introduction in Sweden is dictating the scheduling of our Shareholder Day. At present, we expect October or November 2004 and we will inform our shareholders as soon as we have more specific information from Jaguar and Land Rover.
As we announced in the 7 May 2004 Press Release, Paul Assarsson is leaving SinterCast to become the Managing Director of Euro Parking Collection plc. We are pleased that Paul has been given the opportunity to run his own company and every SinterCast employee wishes him future success, both professionally and personally. As stated in SinterCast’s 2003 Annual Report, Paul’s notice period is six months and he will therefore continue to serve in his current capacity until 31 October 2004. Thereafter, he will remain employed and available on an ad-hoc basis until 31 December 2004. This will provide sufficient time for the recruitment and training of a new Financial Director and a controlled transition of responsibilities.
The new Financial Director will be based at SinterCast’s Technical Centre in Katrineholm. The transfer of the financial management to Katrineholm will not have any other effect on the management or the operational structure of the Company. The head office will continue to be based in London, which is the most efficient location for the overall support of Customer activities, the ongoing sales efforts in Europe, Asia-Pacific and the Americas, and the overall group management function. From an operational point of view, our Customers will not be affected in any way by the transition.
Short-term receivables are comprised of the following three main elements:
1. trade debtors
2. prepaid expenses and accrued revenues
3. other debtors
The increase in the short-term receivables for 4Q03 is primarily due to a transfer from long-term ’trade debtors’ to short-term ’trade debtors’. This transfer has been made because the outstanding amounts have become due within twelve months, according to standard accounting routines. The transferred receivables relate primarily to deferred payments for System 2000 installations, which will be effected later in 2004.
The second major item affecting the increase of short-term receivables for 4Q03 related to ’other debtors’. Specifically, this related to the exercise of the 25,000 outstanding warrants on 30 December 2003. Due to the year-end holidays, the final payment was received in the first days of 2004.
Formally, we must wait for the shareholder approval at the 20 April 2004 AGM before Professor Dover is appointed to the Board. However, we are excited about the prospect of benefiting from his industry experience, senior-level contacts and good reputation.
Professor Dover’s long experience in the automotive industry will provide valuable input to the Board discussions and to the overall management of the Company. His experience will help us to evaluate industry trends and to define future targets and priorities. His extensive contacts with other senior executives throughout the OEM community will also help to deepen the contact base at our existing OEM Customers and to broaden our contacts to new OEMs, particularly beyond Europe, North America, Japan and Korea. We anticipate that Professor Dover will also participate directly in some Customer meetings to share his experience with the development and series production of the Ford-PSA V6 cylinder block produced in SinterCast-CGI. All of our Board members regularly contribute as discussion partners for the management on issues in their respective areas of expertise. We look forward to similar contributions from Professor Dover in matters related to our OEM activities and overall business planning.
From the Company’s perspective, our goal is to grow and prosper by earning the respect of our Customers. Professor Dover’s willingness to join our Board, and to associate himself with our Company, sends a clear signal that the development and the series production launch of the Ford-PSA 2.7 litre V6 engine has been a success. We have earned the respect of our Customer.
Although there is no formal definition or distinction, the term “prototyping” is generally associated with test castings produced early in a development program. The prototypes can be used to learn about potential casting defects (and thus modify the design), to identify material properties in various regions of the castings and, to build engines or other assembles for operational testing. Most new-design cylinder block programs will have three or four prototyping steps (design adjustments) before the final design is frozen. The prototyping period may also be referred to as the engine development or product development period.
“Pre-production” castings would refer to castings that are produced later in the program. The pre-production castings should be based on the final, frozen design (although ’last-minute’ changes can always be requested) and are generally used to build engines for bench and vehicle testing and to optimise the machining and assembly operations.
The transition from "prototyping" to "pre-production" depends as much on the timing of the design freeze as it does on the status of the overall program. In general, the term “pre-production” is used to indicate that the program is well-advanced and that the design-frozen castings are being used for validation (durability testing and extreme temperature testing), homologation (performance, emissions, oil consumption, etc) and machining/assembly optimisation. A typical new engine program may require about one or two thousand pre-production cylinder blocks over a period of approximately one or two years.
Compacted Graphite Iron can be applied for the following three types of projects:
1. Material Substitution: to use CGI with the existing design to allow for power-up or to eliminate premature failures.
2. Product Re-design: to use CGI to reduce internal wall thickness and thus achieve weight reduction. These applications require that the outer dimensions of the casting remain unchanged to ensure backward compatibility with other components.
3. New design: to use CGI to design a component from a ’clean sheet of paper’. These components can be fully optimised for CGI with no design or manufacturing constraints.
SinterCast is currently supporting pre-production programs in each of the three categories. Material Substitution (Category 1) is primarily for heavily-loaded applications, or for products where the loading has increased since the original product launch. The Iveco 12 litre V6 SinterCast-CGI cylinder head used in the Italian Coast Guard application is a classical example of a Category 1 product. The Ford-PSA 2.7 litreV6 diesel engine is a classical example of a Category 3 ’clean-sheet’ product. The primary advantage of Category 3 products is that they also have purpose-built manufacturing facilities.
SinterCast will have series production in each category. However, as time passes, the Category 3 applications will predominate.
We compile the prototype production statistics twice per year, in August and January, for the previous six month period. We are currently collecting delivery information from our foundry partners and will post the statistics during February.
The prototype statistics for the first-half of 2003 were strong due to the pre-production activities for the Ford-PSA block and some other field activities. However, as of September 2003, the Ford-PSA castings have been upgraded from our “Prototype” category to our “Series Production” category. Series production statistics are not published by SinterCast as this information is confidential to our end-user OEM Customers.
Although we will wait for the Book Closing Report on 18 February 2004, and the 2003 Annual Report, to formally report on the result, we can take this opportunity to review our progress and re-iterate the comments that were made during the 7 November Audio Q&A event.
During the pre-production years, the revenues are strongly linked to the number of installations of our System 2000 process control systems, and whether the installation Agreements are based on sales or leases. Ultimately, the timing of the installations depends on the production planning of the OEMs and investment strategies of their foundry suppliers. As our management focus is on the long-term best interest of SinterCast, rather than individual year-on-year interim results, it is to encourage early installation. As discussed during the 7 November Audio Q&A event, the production of the General Electric locomotive cylinder head at the Motor Castings foundry in the USA is a good example of this. The timing of the installation will coincide with the ramp-up of the production of the engine, which is targeted toward 2005 emissions legislation in the USA. In the meantime, we will continue to support the production requirements with our engineering resources in the USA. All of our planned installation discussions remain active.
As we mentioned during the 7 November Audio Q&A event, our business activities have evolved well during 2003. The first high volume cylinder block production has successfully started. A new long-term business for General Electric locomotive cylinder heads has begun. The year-on-year income from field activities is up 36% relative to 2002. Prototype volumes, test pieces, Sampling Cup deliveries and invoiced engineering service days are all up significantly compared to 2002. And finally, the long-term financing of the Company has been secured by the early exercise of warrants at SEK 58. While these measurable items demonstrate the progress of 2003, the less tangible ’CGI atmosphere’ in the industry and the motivation among the SinterCast employees provides that strongest signal that we remain on the right path.
Unfortunately, it is not possible to comment on only one aspect of an engine. Modern engines are complex components that must be analysed as complete units. The important factors in evaluating an engine include not only the performance, but also the size, weight, durability and the method of measuring the performance.
Our shareholders may recall the analogy of suspending a heavy statue from the ceiling of a museum. For this, it is possible to use either aluminium or iron (steel) wires. The only difference will be the size and number of wires required. If the engineers decide to use aluminium wires, they will either need twice as many wires or, a similar number of thicker wires. The combinations, and thus the number of possible solutions, are endless. The same is true for the engine block. It is possible to produce the block in aluminium, grey iron or CGI. The ultimate decision must be based on a combination of factors including the size (packaging constraints in the vehicle), weight, cost, availability of existing manufacturing facilities and image. As we described in the “Five Waves”, the different mechanical loading patterns for V-engines and in-line engines also factors into the material requirements. In our opinion CGI provides an attractive and competitive solution to the total requirements of a modern internal combustion engine.
Another important consideration is durability. Every OEM requires its engines to pass an exhaustive series of durability tests. These laboratory bench tests are conducted at extreme operating conditions for prolonged periods, typically around 1000 hours. Passing these tests ensures that the engine design incorporates an adequate safety margin in relation to normal road use. Surprisingly, it is not sports cars that most closely approach the durability test conditions, but rather, heavily loaded transit vans that drive for prolonged period on open highways. The classical example is for mid-sized commercial vehicles that transport newspapers overnight between European cities. For some production vehicles, the manufacturer may release engines that do not fully satisfy durability requirements in the understanding that the in-service duty-cycle will be less severe than the durability test.
Finally, we must consider the method of measuring the performance, which does vary in the industry.
Overall, it is clear that CGI provides design and performance advantages relative to the conventional engine materials, grey iron and aluminium. At the same time, we must recognise that, given a task from management, a good engineering team can find a variety of solutions, especially for niche applications. From our perspective, we should focus on the overall trend rather than specific engine examples.
The production payments are based on the tonnes of CGI castings shipped from the foundries. Our invoices are generated on a monthly basis and are calculated from the foundry shipping records. The timing to receive the revenue includes the monthly production, the generation of the shipping records, receipt of information from the foundry, generation of our invoice, and the payment terms. For the reporting of the revenues, we must also consider the ramp-up rate for the production which will, in most cases, evolve over the first 12 to 24 months.
It is true that titanium is an important factor in the machinability of CGI. However, this is a complex issue that cannot be answered in general terms. We must also consider that the machinability is strongly influenced by the machining technique type of tools, speeds and machines), the length of time that the castings are allowed to cool in the mould before shake-out, and the type of grey iron used in the comparison. For example, is the machinability of CGI being compared to normal grey iron (250 MPa tensile strength, as used in most cylinder blocks) or is it being compared to alloyed grey iron (300 MPa tensile strength, as used in most commercial vehicle cylinder heads). The difference between grey iron and CGI must be quantified for each different circumstance.
Over the past five years, the industry has widely understood and accepted that the titanium level must be as low as possible to optimise machinability. Prior to this, foundries with a naturally low titanium level had an advantage over their competitors because their iron was “easier to machine” … even if the reason for the easier machining could not be explained. Today, however, all car and truck OEMs have included a maximum titanium limit in their CGI specifications (typically 0.015 or 0.020% Ti) and, as every foundry must satisfy the specification, the machinability “advantage” is not as significant as it used to be.
It is also not possible to generally link titanium to the geographical location. As our shareholders may recall, the majority of the machining development was conducted on test pieces produced at the SKF-Mekan foundry in Katrineholm. Initially, the machining researchers could not explain why the SKF test pieces provided longer tool lives than similar test pieces produced at other foundries from Europe, North America and South America. With a typical titanium content of only 0.007%, the SKF test pieces had the lowest titanium and the highest tool life. This provided the initial link between the titanium content and the tool life that was later proven with controlled trials. As the primary raw material for foundry production is steel scrap, rather than iron ore, the titanium issue is accounted for by local steel scrap supply sources, and not by the natural mineral deposits in different geographical regions. For CGI production, the foundries can source low-titanium raw materials from their local suppliers. Although this may be more expensive in some localities, it will always be possible. Ultimately, titanium control is not an impediment to CGI production decisions.
Each company will independently determine its own engine development strategy depending on the needs of its products and its existing infrastructure. For example, a company that will build a new machining facility for its CGI products can specify and install a production line that is designed and optimised for CGI. For companies that will upgrade existing grey iron machining facilities, the extent of the upgrade depends on what type of grey iron they are currently using (standard grey iron vs. alloyed grey iron) and what type of machining approach they have adopted (conventional speed vs. high speed). For the combination of alloyed grey iron plus conventional speed machining, which is most common for commercial vehicle cylinder heads, the technical and economic change toward CGI is relatively small, perhaps only 10-20%. For high speed machining, the change is bigger and the necessary investment to modify the machining must be motivated by the need and benefit of the product. Certainly, not every car or truck company will arrive at the same conclusion at the same time. As the question correctly notes, the Ford-PSA start-of-production clearly demonstrates that CGI can be machined in high volumes, and many companies, most notably Lamb-Technicon, continue to promote their high speed CGI solutions.
We regard the Volvo comments as positive. Mr Hultman has specifically underlined that Volvo may adopt CGI in the future. This again reinforces the trend toward higher engine loading, the merit of stronger materials, and the industrial awareness of CGI. It is also positive that, so far this year, both of the major Swedish truck manufacturers have publicly referred to CGI, and specifically to SinterCast, in articles published about their investment strategies in Dagens Industri.
As I mentioned during the on-line Audio Q&A event on 8 August, the production of the CGI cylinder block at the Tupy foundry in Brazil would begin during September. Separate information has also been posted on the “Market-Production” section of our website. We are now in the second month of production. The cylinder blocks will be partially machined at Tupy and transported to Ford’s new Diesel Engine Centre of Excellence for final machining and assembly. The finished engines will then be assembled into vehicles and distributed to showrooms.
With regard to fuel economy, Ford and PSA have not yet made any public statements. This is probably because the fuel economy (l/100 km or mpg) also depends on the size, weight, rolling resistance and aerodynamic performance of the vehicle. For engine engineers, we typically measure the fuel economy of a free-standing engine in terms of grams of fuel per kilowatt-hour (g/kWhr). This result is presented in the form of a contour map as a function of engine speed (rpm), and is not normally used for public descriptions. For the CGI V6 engine, we will need to wait for the individual vehicles to be released to see the fuel consumption results. In the meantime, we can be pleased by the official Ford-PSA information that states that the V6 is the best-performing and lightest engine in its class.
AVL continues to be active in the design of CGI engines. The best evidence of this is the paper posted on our homepage on 30 July 2003 with the following quote from Dr Franz Zieher, Head of Design and Calculation of Commercial Powertrain Systems and Industrial Engines:-
“The engine of 2007 will have the same basic design as today’s units. There will be many improvements, such as more intelligent detail designs, and alternative materials will be used for the cylinder block and cylinder head. For example, compacted graphite iron (CGI) will replace grey cast iron. CGI is very strong and yet lightweight. It is already in use in some racing trucks, and DAF will be making their new generation of engines with it. AVL has examined materials in great depth, with a focus on current problems, identifying the necessary properties of CGI castings for application as a cylinder head and crankcase material.”
In particular, the statement “For example, compacted graphite iron (CGI) will replace grey cast iron”, clearly demonstrates the AVL view of the importance of CGI.
Although we are not able to disclose the details of any specific program, we do know that design consultants such as AVL, FEV, Lotus, Perkins and Ricardo have all been involved with CGI engine programs. In practice, it is common that an automotive OEM will work with more than one consultant on an engine program, possibly splitting the responsibility for activities such as design, modelling and testing.
HCCI is one of a large number of new technologies that are continuously being evaluated by the automotive industry to improve fuel economy and performance while reducing emissions. In comparison to technologies such as exhaust gas treatment or new engine management techniques such as cylinder deactivation, or even longer-term developments such as fuel cells, HCCI can be of interest to SinterCast due to the likelihood of increased mechanical and thermal loading.
The HCCI concept can be applied to both diesel and petrol engines. Some researchers are also investigating the use of HCCI technologies for Combined Combustion Systems (CCS) which would use spark ignition under extreme operating conditions such as full acceleration or when the engine is cold and would otherwise use the HCCI diesel cycle as often as possible.
In general, the HCCI combustion technology uses leaner fuel mixtures and requires more turbocharging to reach the performance levels of conventional petrol or diesel engines. Compared to conventional engines, the ignition is very rapid and the peak cylinder pressures become very high, in excess of 200 bar and possibly up to 250 bar. These conditions place severe mechanical loads on the cylinder block and both thermal and mechanical loads on the cylinder head. At present, the rapid combustion also results in relatively loud engine operation.
The development of the HCCI concept is still relatively new and most automotive forecasters view this as a technology for the 2015 timeframe. In the meantime, researchers will undoubtedly try to control the speed and intensity of the HCCI combustion by introducing technologies such as exhaust gas recirculation (EGR). Further development will also include the need for prolonged durability testing which will serve to identify the material requirements.
Regardless of the future for HCCI, many novel engine technologies will continue to be presented and developed. The common objective among these new technologies will continue to be increased performance and reduced emissions from smaller packages. Stronger engine materials will certainly contribute to the realisation of the new technologies and trends, and this will continue to provide new opportunities for CGI beyond our current Five Wave perspective.
SinterCast will participate in the GIFA Foundry Exhibition together with ABB, our partner in foundry automation. We will display our System 2000 process control system on the ABB stand in Hall 17, Stand D68.
As ABB is the ’contracting partner’ toward GIFA, only the ABB name appears in the GIFA catalogue. However, we have announced our participation at GIFA on our homepage and we have sent direct invitations to approximately 200 of our closest foundry contacts. ABB has also included a reference to SinterCast and CGI on its GIFA web-page. Our customers know that we will be present at GIFA and they know where to find us.
Following the joint PSA-Ford Media presentation on 6 June, we are pleased to announce that we will display a Ford 2.7 litre V-6 CGI cylinder block at GIFA. Beyond the joint PSA-Ford Media launch on 6 June, this will be the first public showing of the CGI cylinder block. For this reason, we have waited until 6 June to send our GIFA invitations so that we can inform the foundry industry that the Ford V-6 cylinder block will be on display at our GIFA stand.
The marketmaker concept was introduced to the Stockholm stock exchange less than one month ago. Within the concept, the stock exchange has divided the listed companies into three different categories: those with ’high’ share turnover (Group A); those with ’normal’ share turnover (Group B); and, those with ’low’ share turnover (Group C). According to the rules of the Stock Exchange, the companies assigned to Group C are required to adopt a marketmaker which will guarantee that shares are always available for buying or selling within a 5% spread. SinterCast has been assigned to Group B for companies with ’normal’ share turnover. Therefore, we are not required to implement the marketmaker concept. As the marketmaker concept is still relatively new, we will monitor its effect on the share turnover and the share value of the participating Group C companies before making any decision to join.
The possibility for individuals to buy and sell shares on the Stockholm Stock Exchange without any brokerage fees is also relatively new. This concept requires that SinterCast pay a fixed monthly fee to a brokerage firm and that SinterCast align itself with that broker and promote/recommend that broker on its website. As this concept is also relatively new, we will monitor the progress of the participating companies to determine if the number of share transactions and/or the share value is positively affected as a result of the ’free-trade’ concept.
Overall, these two new concepts may be of interest to SinterCast. We have investigated the alternatives and the related fees to SinterCast and we will continue to monitor the market impact of these new concepts.
The primary approach to improved diesel engine performance is through increased peak firing pressure. However, this approach puts considerable stress on the engine block, the cylinder head and internal components such as pistons and connecting rods. As the peak firing pressure exceeds approximately 170 bar, the durability of the aluminium cylinder heads becomes critical. Throughout the industry, designers are asking “where will the trend toward increasing P-max end?”
For SinterCast, we see the increasing P-max trend as a CGI opportunity, not only for cylinder blocks, but possibly also for cylinder heads, particularly for engines in the 3.0 to 7.0 litre size class which are typically used in larger vehicles that are less sensitive to weight increase.
For some other companies, the dilemma presented by increased firing pressures may present an opportunity to investigate alternative approaches to the diesel engine performance and emissions challenges. One such alternative is a combination of reduced compression ratio and lower peak firing pressure. This concept has the potential to reduce the mechanical loading and thus simplify the durability challenges. Other alternatives to solve emissions challenges include hybrid vehicles and fuel cells, or internal combustion engines that are based on a combination of petrol and diesel combustion concepts. These concepts use high compression pressures plus spark ignition to generate high specific performance (and high mechanical loading on the engine block) with relatively lower thermal loading on the cylinder head.
The demands on the automotive industry continually increase and novel ideas and proposals are constantly generated to meet the new demands. The trend toward higher peak firing pressures will continue for the next generation of high performance diesel engines, and many of the longer term prospects such as mixed petrol-diesel combustion cycles will also benefit from the superior properties of CGI.
Yes. SinterCast will post a description of “The Five Waves” on its website. The description will include a general estimate of the number of engines and tonnes in each wave and the timing of the individual waves. The description of the Five Waves will be posted on the SinterCast website during the first week of July.
Andrea Fessler purchased 5,000 SinterCast shares on Monday 26 May. These shares were registered with VPC, the Stock Registry, and reported to Finansinspektionen. Bertil Hagman confirmed this during his introduction of Andrea Fessler as a potential new Board member. As announced in the Press Release following the AGM, Andrea Fessler has been elected to the Board of SinterCast AB (publ).
The collaborations with ABB and Grainger & Worrall continue to bring benefits to SinterCast in the customer market.
The objective of the ABB relationship was to develop a process to control the production of CGI in pressurised pouring furnaces. This product has now been developed and successfully tested in two different foundries. Discussions are underway to initiate trials in a third foundry. The relationship with ABB has resulted in one additional product to the SinterCast product portfolio. When a foundry requests this product we will deliver it. The important thing is that our technology is ready for pressurised pouring furnace production and this enhances our technical reputation and gives SinterCast a technical advantage. We will display our technology together with ABB at the upcoming GIFA foundry exhibition to be held in Dusseldorf, 16-21 June 2003.
We are also active with Grainger & Worrall and have cast prototypes for different OEMs during 2002 and 2003, although we are not at liberty to disclose details of these activities.
In both cases, the ABB and Grainger & Worrall collaboration have increased the market awareness of SinterCast and CGI. Both of these companies have extensive contacts throughout the foundry and automotive industries and this has helped to increase SinterCast’s market presence.
Finally, it is important to clarify that the collaborations with ABB and Grainger & Worrall are not joint ventures. They are technical partnerships and there are no financial, ownership or representation implications in the partnership agreements.
The start of the foundry series production for the Lion block will occur during the period June-July 2003. The foundry production leadtime is determined by the vehicle launch date and the time required for the complete supply chain. The Lion engine is expected to appear in dealer showrooms during the first quarter of 2004. The supply chain for the Lion block includes casting and preliminary machining at Tupy in Brazil, transport by sea to England, final machining, engine assembly, vehicle assembly and finally, vehicle distribution to dealerships. In addition to these steps, allocation must also be made for stock and supply buffers.
The leadtime for each product will differ depending on the individual supply chain. In advance of the start of foundry series production during Summer-2003, several "Make-Like-Production" test runs are being made in early 2003 to establish the readiness of the foundry production and entire supply chain and assembly routines. SinterCast is actively supporting these pre-production activities.
Engine designers will use CGI to reduce weight and/or to increase specific performance (kW/litre). As the engine size becomes smaller, the ability to reduce absolute weight (kg rather than percent) becomes smaller. Therefore, the driver for CGI in small engines will not be based on weight reduction through redesign.
The opportunity for CGI in small displacement engines is to use the strength of the material to increase the operating loads, and thus the specific performance (kW/litre). A fully loaded 1.2 litre CGI engine could potentially provide the performance of a conventional 1.4 or 1.6 litre engine. AVL, the engine design consultancy based in Austria, has shown that a turbocharged 1.3 litre CGI diesel engine operating at a peak firing pressure of 180 bar can provide the same performance level as a current production 1.8 litre grey iron engine. This is the real opportunity for size and weight reduction for small in-line CGI engines ... a 1.2 litre CGI engine will only be a few kilograms lighter than a 1.2 litre grey iron engine, but it will be much smaller and lighter than the 1.4 or 1.6 litre engine that it replaces. Another advantage is that smaller engines have less frictional losses than large engines, so the 1.2 litre CGI engine will also be more efficient than the 1.4 or 1.5 litre grey iron or aluminium alternative.
Engines with displacement of less than 1.5 litres are a definite part of the "In-Line Wave" in the SinterCast "Five Wave" scenario. In addition to size reduction, CGI may also find applications in allowing a grey iron engine design that is near the end of its life cycle to be boosted to become market competitive with newer engines entering the market, thus prolonging the life cycle of the engine family. We can also hope to see high-efficiency single-cylinder CGI diesel engines used in future hybrid (electric-plus-internal combustion) powertrain systems.
SinterCast currently holds 25 patents. These patents address our metallurgical technology (13), our sampling technique and hardware (6), product applications (3) and CGI machining (3). The core process control patents are held in up to 13 countries around the world while the supporting patents are held in fewer countries. In total, SinterCast has 132 individual national patents granted or pending worldwide.
The first SinterCast patent was filed on 12 September 1984 and was initially held in 25 different countries. However, as it has become quite old and no longer represents our current technology, we have already withdrawn it from most of the countries. It is currently held in only three countries. As the life of a patent is typically 18 years (although this differs from country-to-country, and can usually be extended for 2 or 3 years by making additional payments), the first patent is indeed nearing expiration. We will not extend this patent. The second SinterCast patent was filed on 2 May 1985. It is currently held in only one country and it will also not be extended. The third SinterCast patent was filed in 1990 and will remain valid until at least 2008.
SinterCast has had a very strong technical development over the last ten years. Our current technology is therefore vastly different from the patents of the 1980’s and early 1990’s. The current technology is well-protected by patents that were filed during the late 1990’s. These core patents are active in up to 13 different countries each, and these are the patents that we will trade upon and that will protect SinterCast over the next decade. We will also continue to file new patents to extend the duration and breadth of our protection.
In summary, the initial patent has no relevance to our current technology or patent protection strategy. We have already withdrawn it from most countries and we will not extend it in the remaining countries. The SinterCast patent protection strategy is based on the newer patents which more accurately reflect our current technology. These patents are new and strong, and ensure the long-term security of our technology.
The WTO ruling applies only to commodities such as pipe fittings and other products that are sold directly to the public through retail stores. The levy and the WTO ruling does not apply to engineered products such as cylinder blocks that are ordered directly by the end-customer. The ruling has no affect on the Ford project or the potential CGI business and CGI strategy at Tupy.
The SinterCast CGI material property database is available in two different formats. The first format is the overview publication entitled: “Compacted Graphite Iron: Mechanical and Physical Properties for Engine Design”. This paper has been presented at various conferences and is available from our website (click here). We distribute this paper as widely as possible to reinforce the industrial ’link’ between CGI and SinterCast. It is also interesting to note that, as a result of the good research done by SinterCast, the American Foundry Society (AFS) has requested that SinterCast write the CGI Chapter in the new Iron Casting Handbook. We expect that the new AFS Handbook, last published in 1981, will be published during 2003. The CGI chapter will be slightly more detailed than our standard paper.
The second format for our CGI material property database includes the raw data from the individual tests that were conducted. These are the input data that are required for computer aided (finite element) design. These data are only provided to development programs that we are involved in.
The Arthur D. Little study provided an assessment of the potential CGI market for all types of cast components. A new perspective on the CGI market potential was presented by myself at the AGM held on 24 May 2002. In this presentation, I focused on our core target market of cylinder blocks and heads and presented the following five waves of CGI application:
- Passenger car V-diesels in Europe
- Passenger car In-line diesels in Europe
- Commercial vehicles in Europe and USA
- Diesels in America
- Petrol applications
These five waves more accurately represent the market development of CGI and show that the potential launch of a new market segment every couple of years provides CGI, and SinterCast, with a continuous growth potential. The five waves are presented in more detail in the AGM presentation that can be found at the following link: AGM Presentation. We will refer to the five wave scenario as the basis for our future reviews of market progress.
The potential environmental benefit of CGI was first presented by SinterCast in 1992. At that time, we advocated that the diesel engine could provide improved fuel economy and thus reduced greenhouse gasses. In turn, the stronger material properties of CGI could allow diesel engines to operate at higher loads thus making them more competitive with petrol engines in terms of performance, noise and vibration. The ’link’ is that diesels are good for the environment and CGI is good for diesels. This is still true today and we can be proud that the diesel insight first presented in 1992 has been borne out by the dramatic growth in diesel engine sales over the past decade.
The environmental question has two parts: greenhouse gasses (CO2 and NOx); and, particulates. Unfortunately, the combustion conditions within an engine cannot be set to simultaneously minimise both of these pollutants. A combination of combustion optimisation and exhaust gas after-treatment is therefore required to satisfy future emissions legislations. The stronger properties of CGI can contribute to improving the combustion element by allowing higher pressures and temperatures and thus providing a more complete burn. Of course, higher pressures can also be achieved in grey iron or aluminium engines, however this requires the use of more metal (if the material is not as strong, the designer must use more of it) thus making the engines larger and heavier.
One further environmental benefit of CGI is its recyclability. A CGI engine block can be recycled to become any iron or steel product, with no restrictions. In contrast, aluminium is susceptible to contamination during use and recycling and must frequently be relegated to a product of lesser value after recycling. This ’step-down’ is not regarded as true recycling by strict environmentalists. Finally, the re-melting of a CGI cylinder block also requires less energy than the re-melting of an aluminium cylinder block.
Overall, we believe that a CGI cylinder block provides the best combined solution for, size, weight, performance, NVH and environment in both the passenger car and commercial vehicle sectors.
There has not been any change in our commercial policy or strategies. We already have several commercial agreements with leading foundries around the world and these existing agreements define the general boundaries for any new foundries that adopt the SinterCast technology. As a normal business practice, we will endeavour to establish fair and equal terms with all of our customers.
The System 2000 was delivered to the ICC (International Truck and Engine) foundry in Indianapolis on 10 May 2002 and was installed during the week of 20-25 May 2002. The installation is available at ICC to support CGI product development within the International Truck and Engine Corporation.
As our shareholders have seen, our industry generally has a long ’courtship’ period before a foundry commits to a long-term relationship with a technology supplier. Therefore, when a foundry establishes an Agreement with SinterCast, it is because the foundry has a deep knowledge of our company and has confidence in our ability to support their CGI production requirements. We have worked together with our customers for many years to establish solid technical solutions and to build strong personal relationships on all levels. Our customers have invested time and money in SinterCast and they will seek a return on that investment by using the technology in series production.
SinterCast’s primary approach to securing the loyalty of its customers is to provide the best CGI process control technology, the deepest CGI knowledge base to support all aspects of their development, the best service and the best overall value. This vision is shared by every SinterCast employee. The customer is the focus of everything that we do. Of course, the legal contracts with our customers also include clauses on non-competition, renewal and termination and these clauses have been approved by our lawyers and Board of Directors. However, on the foundry floor, we will earn the respect and secure the continued loyalty of our customers by providing class-leading technology, know-how, service and value.
SinterCast presented a paper entitled "Practical Applications for Compacted Graphite Iron" at the Global Powertrain Congress in Ann Arbor Michigan, USA on 25 September 2002. The paper discussed engine results for weight reduction, power-up, cylinder bore distortion and noise reduction when using CGI. The paper also reviewed the potential applications of CGI in the automotive industries, similar to the presentation made at the SinterCast AGM 24 May 2002. SinterCast also made a CGI presentation at the American Foundry Society Conference in Kansas City in May 2002.
It is a good observation that SinterCast is not publishing as many technical papers as in the past. The reason for this is that most of the technical issues surrounding CGI are now well understood in the industry and the pure R&D activities and general sales and information about CGI are largely behind us. As SinterCast has evolved from a development company to a true technology supplier, our focus has changed toward providing direct technical support of our customer activities.
The magnesium contained in CGI is dissolved, in much the same way that sugar is dissolved in hot coffee. The total amount of magnesium in CGI is approximately 0.01%, or equivalently, about 10 grams in a 100 kg CGI casting.
In order to recycle cast iron, it must be melted at approximately 1500 degrees Celsius. Because the boiling point of magnesium is only 1089 degrees Celsius, it simply evaporates from the molten iron. There is no contamination at all. In fact, this is one of the main environmental advantages of iron and steel. Iron and steel can be continuously recycled with no degradation of their properties. The average ’piece’ of iron that our shareholders see in their everyday lives has already been used seventeen times before as a different product. The comparable statistic for aluminium is less than three cycles. Also, the properties of aluminium degrade slightly with each new product cycle, primarily due to the accumulation of undesirable chemical elements.
ABB and SinterCast have totally different, complimentary, roles in the collaboration. ABB provides automatic pouring systems (equipment) that accurately dispense iron into the sand moulds. The pouring system simplifies the transport of iron in the foundry, improves pouring accuracy and requires less labour than traditional manual pouring techniques. This pouring technique has been available to the foundry industry for more than twenty years. In comparison, SinterCast provides the measurement technology that evaluates and controls the liquid iron that passes through the pouring furnace, to ensure that it is within the narrow CGI window. Thus, ABB supplies the automated production equipment while SinterCast supplies the process control technology and know-how required to control the iron. When supplied together, the combination provides a reliable production-ready system. We work closely with our colleagues at ABB to promote the technology to potential customers, but the individual technologies remain the property of each company.
ABB is an independent company that can sell its equipment to any interested customer. However, the ABB equipment, in itself, does not contain any CGI process control technology. Likewise, SinterCast is an independent company that can provide its process control technology to any interested customer, regardless of which pouring equipment they are using. However, ideally, we will together support the CGI needs of the foundry industry so that our customers can benefit from the good development work that we have already conducted.
Both ABB and SinterCast have patents on their respective technologies. SinterCast has two patents specifically referring to process control of CGI in pressurised pouring furnaces. Our other patents related to the sampling technology (4) and the metallurgical evaluation of the iron behaviour (6) apply in the same way for the pouring furnaces as they do for the traditional pouring techniques.
It is true that, on a per weight basis, CGI is approximately 25% more expensive to produce than grey iron. The cost increase is accounted for by the extra process steps required to produce CGI. For example, grey iron typically contains approximately 0.1% sulphur, which must be reduced to approximately 0.01% for the production of CGI (and ductile iron). The removal of sulphur from the iron is a standard process, but it requires capital investment, treatment materials and processing time. As the desulphurisation treatment typically causes a temperature loss of approximately 100 degrees Celsius, it is also necessary to reheat the iron after the desulphurisation step. CGI also requires an addition of magnesium (0.010-0.015% Mg) to modify the shape of the graphite particles, and increased quality assurance controls and checks to ensure that the graphite shape has been successfully achieved. Overall, the production process of CGI is very similar to that of ductile iron (0.035-0.050% Mg), which also has a cost premium of approximately 25% relative to grey iron. Finally, it must also be noted that the cost of a casting is not only determined by the processing of the liquid iron. The complexity of the mould, especially including the number of sand cores used in the construction of the mould, also plays an important role in determining cost, and thus, price.
The suggestion of a 2% market share is difficult to convert to a number of engines. The year 2002 worldwide production of passenger car engines is approximately 45 million units per year, while the annual production of medium duty trucks is approximately 10 million units and that of heavy duty (> 12 litre) trucks is approximately one million units per year. SinterCast is compensated based on the weight of CGI produced, not the number of engines. The weight of a medium duty engine block may be 2-4 times heavier than that of a typical passenger car engine block while that of heavy duty engine may be 5-10 times greater. The potential production mix between passenger cars, medium duty, and heavy duty engines is limitless and this makes it impossible to refer to the number of engines. Regardless of the detail, 2% is on the correct order of magnitude. It is not 0.2% and it is not 20%.
The new SAE (Society of Automotive Engineers) standard for CGI, and the ISO (International Standards Organisation) standard that is currently being developed, are helpful to SinterCastprimarily from a marketing viewpoint. The fact that reputable "insiders" such as the SAE and ISO issue standards for CGI clearly demonstrates that CGI has become an accepted material for high volume automotive applications. It is one more important step in educating the design community about CGI and in eliminating any remaining skepticism, either from within the industry or from stock market analysts.
From the technical point-of-view, standards are a "guideline" rather than a "law". For a single standard to encompass many different potential applications, it must be flexible and allow for several issues "to be agreed between manufacturer and end-user." This allows the manufacturer and the customer to adapt and build upon the specification to suit the precise needs of their application.
As we saw from the Ford decision to use CGI in their new V6 diesel engine (announced July 2001), an SAE or ISO standard is not a prerequisite for commitments to series production. Large automotive companies routinely issue their own standards to their suppliers to ensure that their specific requirements are met. I believe that the automotive companies will continue to issue their own standards in the future, but that these will generally follow the SAE or ISO standards.
The majority of SinterCast’s revenues, and approximately half of its expenses, are realised in currencies other than SEK. Because the financial statements of the SinterCast Group are presented in SEK, the amount received in foreign currencies will vary depending on the currency rate fluctuations. For example, when the USD revenues exceed the USD expenses, and if the SEK decreases against the USD, the net result for the SinterCast Group will increase. In the same way, the net result for the Group can decrease should the SEK strengthen against the USD.
In order to minimize these fluctuations, the currency exchange rate for all revenues that substantially exceed our local currency expense level are secured (hedged) once the revenue level is known. The decision to secure the rate is based on published currency market forecasts and is in-line with standard practice for companies that work in international markets.
This is a very good question. Travel is the second largest expense item in the annual budget of SinterCast. No employees in SinterCast, including the President, travel in Business Class. All flights are standard economy class and we try to book as far in advance as possible to secure competitive fares. We also use the low-fares airlines whenever possible, and we have instituted a maximum of EUR 100 for hotels. Our daily allowance for travelling is set according to the guidelines of the Swedish tax authority, and is the same for employees based in Sweden, the United Kingdom or the USA. As a result of these policies, and our more focused business strategy, we have reduced our 2002 corporate travel expenses by over 50% compared to the year 2000.
The article refers to a new aluminium alloy developed for piston head applications. It is three-to-four times stronger (the article doesn’t specify what type of strength: tensile, compression, bending or fatigue) than conventional aluminium at 315°C and can be manufactured for less than USD 1.00 per pound (EUR 0.47/kg).
As the alloy was specifically developed for piston heads, and as piston heads have different property requirements than cylinder blocks or cylinder heads, it is unlikely that the alloy would also be optimal for cylinder block and head applications. The most significant restriction of cast aluminium is its fatigue strength. Aluminium has approximately three-times lower fatigue strength than CGI at 20°C (70-75 MPa vs. 190-210 MPa for rotating bending fatigue), but it has six-to-ten times lower fatigue strength (20-30 MPa) at 250°C. Even if this new aluminium alloy is three-to-four times stronger than conventional aluminium at 315°C, it will still have less than half of the fatigue strength of CGI. It will also be approximately twice as expensive as CGI on a price-per-kg basis.
New developments will continue to be made, but CGI is in a very strong position. It has already passed the development challenges and it is accepted as a production-ready material.
The Teksid agreement is indeed a very positive step forward for SinterCast. Teksid supplies approximately 12% of the world passenger car engine blocks, 11% of the heavy duty (truck) engine blocks and 7% of all truck cylinder heads. Whenever any of these Teksid products are converted to CGI they will automatically be made with the SinterCast technology. Together with the volumes secured through our other foundry partnerships, this puts SinterCast in a very strong position to supply the CGI needs of the world automotive industry. The reference to “four million engines per year” represents the potential of the Teksid agreement. The four million passenger car engines is the total production of all the Teksid iron foundries worldwide.
The foundry industry is very serious about capital investment. They invest in technology, like the SinterCast System 2000 process control technology, to support the needs of their customers and to achieve a return on their investment. The decision by Teksid, and our other foundry partners, is a signal that CGI is coming and that SinterCast will be the preferred CGI technology provider.
The CGI market is beginning with diesel engines because of the need for stronger materials. Likewise, the application of CGI to gasoline engines will be driven by need. The automotive manufacturers will generally not make changes, especially those requiring increased cost, until there is a need for the change.
The three main opportunities for CGI in gasoline engines are:
- Upgrading an existing grey iron engine. For example, an OEM may want to increase a 1.8 litre engine to 2.0 litres and grey iron may not be strong enough to allow for reductions in the bore wall thickness or to support the increased mechanical loading. A change to CGI would be significantly less expensive than developing a new engine.
- Gasoline direct injection (GDI) engines, which may be embraced in the future to provide superior fuel economy and performance, have more severe loading and could potentially benefit from CGI. GDI is another opportunity for CGI.
- Small (<1.5 litre) gasoline engines must be very economical and, in many applications, may not be able to tolerate the higher cost associated with aluminium. In these cases, CGI would be a viable high-tech alternative.
The experience and confidence gained during the CGI diesel start-up will have an important influence on the decision to use CGI in gasoline applications. Successful CGI foundry production, machining, performance and image will give further confidence to the petrol engine decision makers.
For engine block castings, most iron foundries are currently quoting nominal minimum wall thickness of 3.5 mm. The typical tolerance is -0.5 mm and +1.0 mm, which means that a nominally 3.5 mm wall can vary from 3.0 mm to 4.5 mm. The risk with thin-wall castings is that the sand core can shift inside the mould resulting in a nominally 3.5mm wall being, for example, 5.5 mm thick on one side of the core and the opposite wall being only 1.5 mm thick.
Wall thickness is a very "open" question and I would like to make three specific comments to further clarify the subject:
- The minimum wall thickness also depends on the ’type’ of wall. Foundries will be more willing to specify thin (<3.5 mm nominal) walls in small (ie, 2 cm x 2 cm) wall sections or small features such as reinforcing ribs and webs. Larger sections, in which it is more difficult to support and align the sand cores, will have thicker minimums. The curvature of the wall must also be considered in determining the minimum.
- One of the biggest changes in foundry moulding over the past 5-10 years is that almost all new cylinder blocks are produced in a so-called core package. This means that the entire block is produced in sand that is chemically bonded (glued) as opposed to traditional green sand (pressed together). The use of core packages reduces the risk of core shift and has thus reduced the nominal minimum wall thickness from about 4.5 mm to 3.5 mm over the past ten years. Core package technology should continue to improve, thus allowing for thinner walls in the future.
- Minimum wall thickness is not really a foundry issue. All foundries buy their core making and moulding machines on the open market. Foundries that purchase the same machines will have the same capabilities.
Finally, it is important to realise that reducing the minimum wall thickness from 4 mm to 2 mm is not the key to weight reduction. A typical passenger car engine block will only have about 10% of its weight in thin (<4 mm) walls, and reducing this to 3 mm will only achieve a 2.5% weight saving. The real key to weight reduction is to make the thick (10-25 mm) load-bearing walls thinner, by using stronger materials such as CGI. Changing a 25 mm main bearing section to 15 mm has a huge impact on weight reduction, and has almost no impact on the foundry’s ability for thin-wall moulding. The thin-wall/weight reduction debate is more relevant for products such as exhaust manifolds, which are almost entirely comprised of thin walls. Thinner and thinner is certainly important for blocks and heads, but it is not the main issue.
Article at Autobild.de.
Audi will upgrade its 3.3 litre CGI V8 engine during 2003 to a new CGI V8 with a larger displacement. However, the larger V8 will continue to be produced at the Halberg foundry in Germany, with support from SinterCast. There will not be any disruption in the supply and no change in the annual production volume. The engine will continue to be used in the Audi A8. For SinterCast, it is simply a different mould into which we will pour the iron. There is no change to our technical or commercial status.
The SinterCast thermal analysis technology is capable of determining the microstructure of ductile iron, and we have supported the series production of ductile iron in the SKF-Mekan foundry in Katrineholm since November 2000 (see SinterCast Press Release dated 13 November 2000: "SKF to use SinterCast Process Control Technology for Ductile Iron Series Production"). In this case, we use the analysis result from our Sampling Cup to provide control information that can be used by the foundry. It is not a conventional measure-and-correct process with wirefeeding as we use in CGI control.
Although our measurement is technically capable of determining the structure, ductile iron is already a standard production material and neither the technical requirements for additional process control nor the economic conditions regarding ductile iron pricing are amenable to added process cost. We may apply our technology to support special ductile iron castings where there is a specific complexity or technical requirement that improved process control can contribute to, and be compensated for. The application of our technology at SKF-Mekan provides consistency and quality assurance to the foundry and gives SinterCast valuable feedback on the user-friendliness and daily performance of our control system. It is win-win situation.
Our business strategy is to focus on CGI. There is a growing market and a technical demand, and we are the leader. We will continue to focus on the CGI market, using our resources to supply the best products and services to increase our leadership position.
The standard Stand-Alone System 2000 has one Sampling Module (SAM) and is able to analyse one sample every four minutes. As the foundry production increases, we can add a second SAM to double the sampling capacity. In this way, the System 2000 can grow according to the production needs of the foundry. The System 2000 will not be the rate-controlling factor in the foundry production.
The limiting factor in a foundry is the speed of the moulding line and the flow of ladles from the melting area to the pouring area. Modern iron foundries for passenger car cylinder block production have a line speed of about 100 moulds per hour and produce about 10 ladles per hour. The ladles typically range from 1-3 tonnes in size. The System 2000 is able to satisfy these production requirements.
The actual production capacity of each moulding line is determined by the logistics of the foundry: number of moulds per hour; number of tonnes per ladle; number of shifts per day; number of production days per year. The end result can vary from 10,000 to 100,000 tonnes per year. Because of the large variation in ladle size and throughput it is impossible to draw any correlations between the number of SinterCast installations and the total production tonnage or annual revenue.
In our development laboratory in Katrineholm, we stress-test the software by automatically loading analysis files by computer. We can analyse one SinterCast sample every ten seconds which allows us to simulate the equivalent of a full year of production, about 25,000 ladles, in a single weekend.
The process begins with the car and truck companies, who are the end-users of the CGI castings. They must first decide to use CGI and award the production order to a foundry. The car and truck companies are usually reluctant to make any public statements about their choices of materials or foundries. They try to keep the material selections confidential for as long as possible to gain a competitive advantage and, as they typically source castings from several foundries, they have strict policies that prevent them from favouring any one supplier.
When a new production order is awarded to a foundry, the foundry can request permission from the car and truck manufacturer to publicly announce the order. The foundry then drafts a Press Release to be reviewed and approved by the manufacturer. Although there may be ’negotiations’ about the contents of the Press Release, the car or truck manufacturers have the final decision. As the Information Departments of the car and truck companies want to control their own information, they usually restrict suppliers from disclosing precise details about timing and volumes.
Over the past years, SinterCast has established good relationships with senior executives in the automotive and foundry industries. These relationships have been crucial in our efforts to obtain approval of our public announcements. While we may all prefer to have more frequent and more detailed announcements, our respect for the requirements of the car and truck companies reinforces our standing as a reliable and trustworthy business partner. This will ultimately lead to more business.
Finally, our strategy is that all announcements related to new installations or new production commitments shall be made jointly with our foundry partner. Our announcements always have the consent of the automotive end-user and the support of our foundry market. To the market, we hope that this conveys added strength and credibility to the announcement.
The conventional cast iron used for cylinder blocks and heads, grey iron, is not treated with magnesium. Grey iron is characterised by having the graphite particles in the shape of elongated flakes. These flakes provide good thermal conductivity and vibration damping, but also make the iron relatively weak and brittle.
The addition of magnesium changes the shape of the graphite particles. A small addition (approx. 0.010~0.015% Mg) changes the flakes into compacted graphite. A further addition to approximately 0.035~0.055% Mg will cause the graphite particles to grow as spheres, as in ductile iron. CGI typically has less than 20% of the graphite particles present as nodules (>80% compacted) while ductile iron typically requires that more than 90% of the graphite particles are spheroidal. The differences between grey iron, CGI and ductile iron, and the foundry production processes are explained in more detail in the "CGI section" of our web site.
The term "magnesium-treated irons" would therefore refer to the larger ’family’ of CGI, ductile iron, and everything in between (ie, 20~90% nodularity). The term "magnesium-treated iron" is not common in the industry and it is better to use the accepted names of either CGI or ductile iron to avoid confusion. While there may be some confusion among the general public, the discussion between foundries and their customers are very clear. The automotive companies specify their material requirements in great detail, including the graphite shape requirement, minimum material properties, chemistry limits and test locations within the casting. A normal specification is at least two pages in length and its purpose is to avoid any possibility of confusion.
The differences between CGI and ductile iron are completely understood in the industry. CGI will be used for components that require a combination of strength and thermal loading while ductile iron will continue to be used for mechanical components such as suspension parts and steering knuckles. The heat transfer ability of irons decreases quickly as the nodularity increases above 20%. Therefore, materials with intermediate nodularity (20-60%) will generally be limited to non-thermal applications such as bedplates.
The installation, commissioning and initial training for a new System 2000 installation requires about one month. Thereafter, the foundry will continue to work with the system to develop their overall process flow, including raw material selection, melting procedures, base treatment with magnesium and inoculant, SinterCast analysis, wirefeed correction and pouring.
The lead-time for a System 2000 installation is not directly linked to the start of production. The foundries must have their CGI capability installed in order to support the product development activity. The car and truck companies produce many prototypes to validate and optimise the design, machining and assembly, and to test and tune the engine performance and emissions. The production foundry must have a System 2000 to support these activities.
SinterCast has a comprehensive spares policy for individual components and complete systems. We keep one complete Stand-Alone System 2000 (single-SAM) in stock at all times for immediate delivery. However, the lead-time for foundry planning is longer than the lead-time for our System assembly. Therefore, with our good communication and cooperation with the foundries, there is no risk that the availability of a System 2000 would ever affect the timing of a product development.
The relation between ABB and SinterCast is very strong, on all levels.
We have conducted successful CGI production trials with the ABB automated pouring furnace at the Lucy Castings foundry in England and have presented the results, together with Lucy, at the ABB Foundry Conference in Germany, 8-9 November 2001. We are currently in discussion with another foundry to continue the development and establish a production reference.
Commercially, we have jointly displayed our technology at foundry conferences in Sweden, England and the USA and have presented common proposals to some potential customers. As mentioned by Dr Wolfgang Andree in his quote in our 2001 Annual Report, ABB is also willing to represent SinterCast in markets where we are not yet active.
The relationship is good for both ABB and SinterCast. The experience gained until now will help us to provide a seamless technology and an efficient customer support in the future.
The heavy duty truck market is an important part of the CGI market potential, and SinterCast is actively involved in development programs. In comparison to the passenger car market, where CGI is focused on the cylinder block, the truck market allows potential for CGI application to blocks, heads and liners. Even if the truck volumes are generally lower than the car volumes, a big 15 litre truck block weighs about six times more than a V6 car block (350 kg vs 60 kg). Therefore, 25,000 truck blocks provides the equivalent of 150,000 passenger car blocks.
Although we have not yet made any public announcements, the CGI truck market is active and will be an important part of SinterCast’s production activities. As mentioned during the Managing Director’s Report at the 24 May 2002 AGM, we expect the truck production to begin in parallel with the passenger car production.