SinterCast Process Control
The process control for ladle production is based on the measurement and feedforward correction of each ladle as it moves through the foundry process. The initial base treatment is intentionally undertreated in order to allow a small and accurate addition of magnesium and inoculant immediately prior to pouring. During series production, the average addition of magnesium in the final correction step is less than 30 grams/tonne. The measure-and-correct strategy prevents the variation that naturally occurs during base treatment from being transferred to the final product, resulting in consistent CGI castings with an optimal CGI microstructure and preventing shrinkage defects.
Process Flow
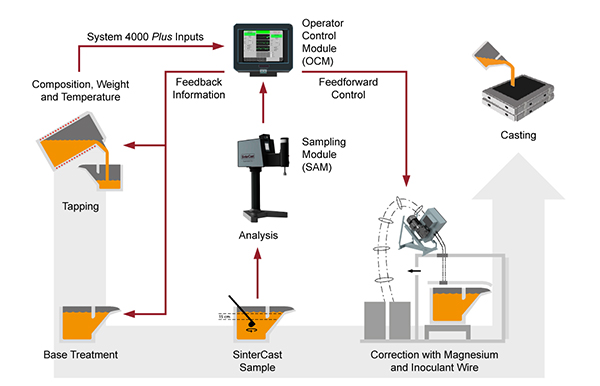
Process flow begins with the thermal analysis of a 210 gram sample of the magnesium and inoculant treated base iron. The thermal analysis sample is obtained by immersing the patented Sampling Cup into the iron for five seconds. After completion of the thermal analysis, the SinterCast software calculates the necessary amount of corrective magnesium and/or inoculant to produce an optimal CGI microstructure. These additions are automatically added in cored-wire form by the SinterCast Wirefeeder. The ladle is then released for pouring. Further sampling and deslagging are not required. The entire measure-and-correct process requires approximately 3.5 minutes and is conducted in parallel with normal foundry operations, allowing continuous operation of the moulding line. Results from each ladle are also fed back to the base treatment operation to continuously improve process accuracy. The System 3000 Plus also provides automatic control of the base treatment, using a second network-linked wirefeeder. The optimal addition amounts for each base treatment are calculated based on automatic input of ladle weight, temperature and sulphur content, plus the historical SinterCast results for recovery.
Measure-and-Correct
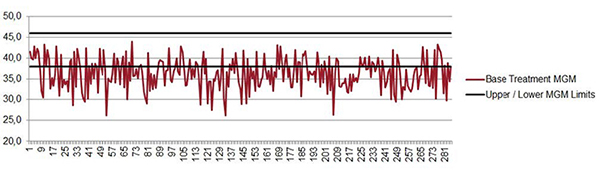
Despite all good foundry efforts and discipline, variation in the base treatment addition of magnesium and inoculant is inevitable. Regardless of the state of knowledge of the base iron and its history, one-step treatment methods cannot be relied upon to always fall within the narrow CGI window. This is shown in Figure 2 where the magnesium measurement results are plotted for 300 ladles that have been base-treated by Mg-wire. The actual Mg-results span from 26 to 44, while the casting specification window ranges from 38 to 46. By evaluating the iron after the magnesium and inoculant base treatment, SinterCast quantifies the actual base treatment result and activates the necessary control actions to optimise the CGI microstructure and provide consistent CGI castings.
Related Video
Dr Steve Dawson, President & CEO, presents a series of SinterCast Videos to provide overviews of Compacted Graphite Iron, CGI Engine Benefits, the SinterCast technologies for process control and Industry 4.0 traceability, and the overall SinterCast market development.